プリント基板の組み立て工場を見る(前編) ―― 部品の種類,マイコン基板の組み立て方法,リフロー工程
tag: 実装 電子回路 ディジタル・デザイン
技術解説 2010年11月 4日
5.リフロー工程2 ―― 表面実装部品の搭載
表面部品実装機を使い,クリームはんだを塗ったプリント配線板の上に表面実装部品を置きます.リールやパレットで供給される表面実装部品を機械のノズルで吸着して,指定された位置のクリームはんだの上に搭載します(図3).
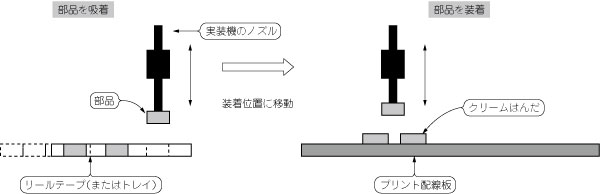
図3 表面実装部品の搭載
表面部品実装機を使い,クリームはんだを塗ったプリント配線板の上に表面実装部品を置く.
ノズルで吸着した際に,部品が回転してしまうことがあります.このため,表面部品実装機は,部品を吸着した後で画像認識によって部品のずれを確認し,位置を補正しながら置いていきます.
実装速度は,機種や部品の種類によっても異なりますが,速い場合で1秒当たり10個程度です.
実装された部品

実装機の内部
NCプログラム
 画像認識でずれを補正(LSI) |
| |  画像認識でずれを補正(チップ部品) |

実装機に装着されたたくさんのリール

カセットに装着されているリール
また,1台当たりで実装可能な部品の種類も,機種や部品の大きさにもよって異なりますが,リール部品は100種類以上を搭載できます.

実装機に装着されたパレット
パレット部品はパレットの枚数で決まり,数十枚程度です.

装置によってカセットの形は異なる
リール部品は,専用のカセットにセットして,カセットを機械に装着します.
実装機には,組み立てる基板に合ったNCプログラムが必要です.NCプログラムは実装機に搭載された部品を,どの位置にどの角度でプリント配線板に実装するかというデータです.実装機ごとに用意される専用のソフトウェアで作成します.実装機上でも編集できます.部品の大きさや形状などのデータも必要になる場合があり,データベース化されているものもあります.
設計者はNCプログラムの作成に必要な部品の位置座標や搭載角度などのデータを用意しなければなりません.また,部品の座標などはいらないが,クリームはんだ印刷機もNCプログラムで決まった動作をしています.
準備としては,携わる作業者(オペレータという)は組み立てる基板に合わせて機械のNCプログラムや搭載部品などの変更を行います.搭載部品の変更も使用する部品の種類が多いと時間がかかります.
準備が整えば,部品の実装はほぼすべて機械がやってくれますので,オペレータは機械が止まらないように,プリント配線板と部品の補充や機械のエラーへの対処を行います.