プリント基板の組み立て工場を見る(後編) ―― フロー工程,検査と人手による作業,実装工程を意識した回路設計技術
tag: 実装 電子回路 ディジタル・デザイン
技術解説 2010年11月12日
11.実装工程を意識した回路設計技術
プリント基板の組み立てには,リフロー工程(前編の図1)や図5のような工程があります.組み立てしようとするプリント基板により,これらの工程を組み合わる必要があります.
部品の実装に用いる装置は大型であり,工場でラインとして構成されているものです.つまり各工程の順番は図8のようにある程度決まっています.また,リフロー炉の温度(部品の耐熱)や実装機の構造上の制約などもあるので,設計の段階でプリント基板の組み立て方法を考えておく必要があります.
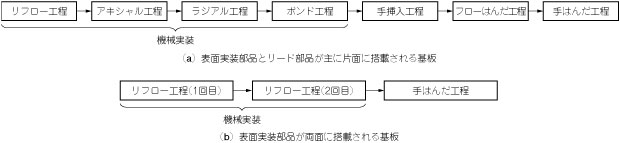
図8 プリント基板の組み立ての全体の流れの例
実際には各工程後にその工程の検査が入る.
●製造しやすいプリント基板設計とは
回路設計者からすると,機能や性能,部品コストを重視しがちです.しかしこれらを意識しすぎて製造しにくい基板を設計してしまうと,せっかく部品コストを低く抑えても製造コストが高くなってしまうことがあります.そればかりか,不良品などが多くなる可能性すらあります.
例えば,機械で実装できるはずの部品が,ほかの部品との間隔やプリント配線板の端面からの距離といった物理的な制約の関係で手挿入や手はんだになってしまうといったミスは避けたいものです.同様にフローはんだ槽によるはんだブリッジや未はんだが起こりにくい配置にすると,人手による修正作業が少なくて済みます(図9).
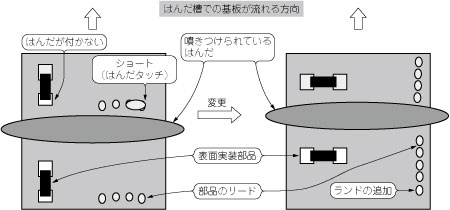
図9 修正作業を少なくするために
はんだ槽を流れている基板を下から見た図を示す.表面実装の部品は,方向によって部品自身の影響でランドにはんだ付かない場合がある.リード部品は,すべてのリードが同時にはんだを噴きつけられるとショートしやすい.リードに順次はんだが噴きつけられるようにするとショートしにくくなる.さらに予備のランドを追加すると最後にはんだを噴きつけられたリードもきれいにはんだ付けされやすい.
手挿入しなければならない部品がある場合でも,背の高いラジアル部品の間に配置することのないように,挿入しやすい位置に配置します.また,向きや位置などを間違えないように,または間違ってもすぐ分かるような工夫をするとよいでしょう.
機械も人も完ぺきに製品を製造することは非常に難しいので,設計段階からなるべく不良が出ないような作りにしておきたいものです.
回路設計や基板設計の段階で,組み立てラインを確認し,さらに試作時に問題点を洗い出すことによって,量産時に効率良く,高品質に製造できるようになります.
●機械実装によって品質が上がりコストが下がる
部品の実装はなるべく機械を使用します.機械実装によって,品質が向上するからです.
表面実装の部品は小さくて種類も多くなると,人の手で一点一点プリント配線板上の指定位置に載せるのは大変で,間違いも起こしやすくなります.また,マイコンにように端子数の多い部品の場合は,端子間が狭く,人の手で正しい位置に実装するのは至難の業です.
リード部品についても,人の手でプリント配線板の穴のピッチに合わせてリードを曲げて挿入するのは大変で,間違いも起こりやすくなります.
機械実装のメリットは品質の向上だけではありません.もう一つの大きな理由として,機械の方が圧倒的に実装時間が短く済み,コストがかからないことがあります.
プリント基板組み立て時の部品実装コストは,製造企業によって計算方法が異なります.よくあるのが,部品の種類ごとに1点いくらと決めて実装する部品の数を基準にする計算方法です.しかしこの場合でも,リード部品か表面実装部品かによって1点当たりのコストが変わります.さらに表面実装部品であっても,リールで供給される小型抵抗と,パレットで供給される大型のICとでは,1点当たりのコストが違います.そのほか,一度に製造する数量によっても変化します.1ロットの数が多くなれば1台当たりのコストが下がるのが普通です.
●実装に適した部品を選定する
部品を選定するときは,まず使用する部品がどのような形態で部品メーカから供給されているかを確認します.同じ部品でも複数の形態で供給されている場合があるので,コストや実装工程に合わせて選ぶ必要があります.
例えば,同じ部品がアキシャル部品として供給されたり,ラジアル部品として供給されたりする場合もあります.供給方法を変更することにより,どちらかの工程だけに統一して工程数を削減することや,アキシャル工程とラジアル工程のバランスをとることも可能かもしれません.
機械実装できるかどうかは,抵抗やコンデンサといった部品の種類ではなく,形状や大きさによって決まります.機械実装に対応している部品は,リール,パレット,アキシャル,ラジアルなどの形態で部品メーカから供給されます.ただし,機械実装が可能な形態で供給されていても,すべての機械で対応できるとは限りません.組み立てに使用するラインの機械の仕様や性能を確認する必要があります.
最近のディジタル機器では,小型化のため表面実装部品が多く使用されています.表面実装部品は小型化が進んでいます.大きさが1.0mm×0.5mm×0.35mmよりも小さい抵抗器なども当たり前のように使用され,基板や製品の小型化に大きく貢献しています.0.4mm×0.2mm×0.13mmのような超小型の部品が使われることもあります.しかし,すべての実装機がこのような小型の部品に対応しているとは限りません.実装するライン(機械)で対応可能な部品を選定しなければなりません.
また,実装機は部品の大きさにより部品を吸着するノズルを切り替えています.いろいろな大きさの部品を使用すると,機械によってはノズルの交換時間が発生し,生産効率が下がる可能性もあります.
機械実装でもリード部品より表面実装のほうが部品のリードを曲げるなどの加工が必要ないため,部品1点当たりの実装時間が短く,コストの面で有利です.このように,製品の小型化やコストの面で表面実装の部品が多用されます.
また,機械実装が可能だからといって対応できる部品をすべて機械実装にできるとは限りません.実際には,リフロー炉やフロー炉などの温度に耐えられるかなど,工程の順番に関する問題で,手挿入や手はんだ用の部品にしなければならない場合もあります.
すずき・だいすけ
西山工業(株)


Post a Comment