プリント基板の組み立て工場を見る(後編) ―― フロー工程,検査と人手による作業,実装工程を意識した回路設計技術
tag: 実装 電子回路 ディジタル・デザイン
技術解説 2010年11月12日
ここでは,マイコン基板を組み立てる工場の様子をたくさんの写真を用いて紹介します.プリント配線板に電子部品を実装し,マイコン基板として完成するまでの工程を説明します. 後編の今回は,フロー工程,検査と人手による作業,および実装工程を意識した回路設計技術について解説します.(編集部)
※ 本記事は,ディジタル・デザイン・テクノロジ No.7から転載いたしました.同誌はこちらから購入できます.
7.フロー工程 ―― はんだ槽を用いて実装する流れ
リード部品の実装に用いるフロー工程を図5に示します.
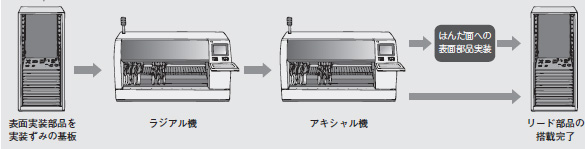
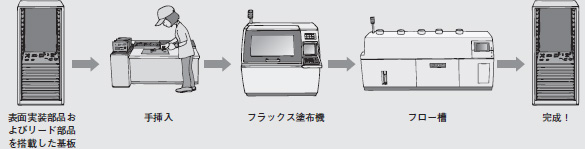
図5 フロー工程
リード部品の実装工程である.アキシャル機やラジアル機で部品を挿入し,フローはんだ槽ではんだ付けを行う.自動実装できない部品は人手で挿入する.表面実装部品も実装したい場合は,ボンドで固定する必要がある.

表面実装部品を実装済みの基板
●リード部品の実装
リード部品の実装では,アキシャル部品とラジアル部品で異なる装置を用います.アキシャル部品をプリント配線板に実装する際には,アキシャル機という装置を使います.ラジアル部品をプリント配線板に実装する際には,ラジアル機という装置を使います.

ラジアル機

アキシャル機
アキシャル部品とラジアル部品は,後工程ではんだ槽を通したときにはんだ付けを行うため,リフロー工程の表面実装部品と同じ面に搭載されます.リフロー面の表面実装の部品がはんだ槽に入ると部品は落下してしまうためです.
アキシャル機やラジアル機は,部品を直接機械に搭載します.
●はんだ面への表面実装部品の実装(ボンド工程)
はんだ面への表面実装部品の実装では,ボンドを使って表面実装部品をプリント配線板に接着します.部品とプリント配線板の接着で使用するボンドは,加熱することにより硬化するものです.加熱の条件(温度プロファイル)はボンドごとに決まっています.温度はリフローよりも低く,130℃程度を2分維持などです.
はんだ面への表面実装部品の実装では,ボンド塗布機,表面実装機,フロー炉を使用します.まず,ボンド塗布機でボンドを部品搭載位置に塗布し,その上に表面実装機で部品を搭載します.この際の搭載方法はリフロー工程と同じです.その後,フロー炉を使ってボンドを硬化し,部品をプリント配線板上に固定します.ボンドで固定された部品は,フローはんだ槽を用いてはんだ付けを行います.このため,クリームはんだの塗布は必要ありません.また,アキシャル部品やラジアル部品も搭載されており,まとめてはんだ付けができます.
この工程で実装される表面実装部品は,はんだ槽に通しても破損しない部品に限られます.はんだ槽を通すときに,部品がはんだにつかるためです.また,ボンドの固定の際にフロー炉を通すので,リフロー炉よりも温度が低いとはいえ,部品の耐熱温度を確認しておく必要があります.
●手挿入工程
機械実装で対応できないリード部品は,人の手により挿入します.
表面実装部品およびリード部品を搭載した基板,および手挿入の工程
●はんだ付け
すべての部品を挿入したら,アキシャル部品やラジアル部品,ボンド工程の部品と一緒にそのままフローはんだ槽ではんだ付けが行われます.

フラックス塗布機

フロー槽


Post a Comment