筐体の製造工場を見る ―― 板金加工と樹脂加工の概要
tag: 組み込み 実装 ディジタル・デザイン
技術解説 2010年10月21日
●放電加工
切削加工では,使用するドリルの形状より細かな加工ができません.このため,特に細かな加工が必要な個所では,放電加工機を用います(写真14).

(a) 装置
(b) 加工中
写真14 放電加工機
細かな加工が必要な個所では,放電加工機を用いる.
放電加工とは,電極からの放電によって微細な加工を行う方法です.切削加工より微細な加工ができますが,時間を要するので使い分けられています.
ここまでで,型の構造が出来上がります(写真15).
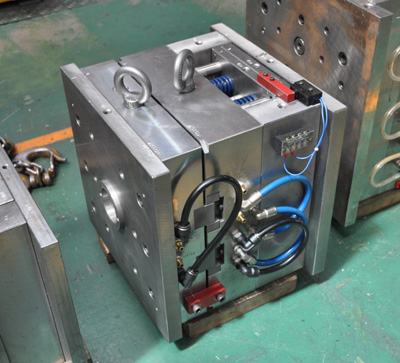
写真15 完成した型
キャビとコアが合体した状態.左側の穴が樹脂を注入する部分.
●磨き
型を磨きます.成型品の出来栄えは,型の表面の仕上がりにかかっています.樹脂の流れる部分を磨くことで,より精度の高い製品を作ることができます.
細かな作業であり,大部分は手作業で行います.
●シボ,文字入れ
趣旨加工品を見ると,表面に文字が浮き出ていたり,表面がつや消しになっている製品があります. このつや消し加工をシボといいます.また,文字を浮き出させるためには,型に文字を彫る加工を行います.
●型の組み立てと調整
型は,数百もの部品から出来ています.樹脂の注入部や,出来上がった加工品を取り出すための押し出しピンやスライド機能など,すべてがスムーズに動く必要があります.
型が組み上がったら,精度良く勘合するかを確認します(写真16).この作業により,型の品質を確認できれば,型の出来上がりです.

写真16 型の組立て調整
精度良く勘合するかを確認する.
型の完成には,通常の場合で1~2カ月,大型のものや複雑なものであれば4カ月以上かかることがあります.樹脂加工品の型は,一つ一つが手作りです.型の出来栄えが樹脂加工品の品質につながるため.数々の技術が集積されています.
●成型
型を樹脂成型機に装着し,成型を行います(写真17).樹脂を溶かし,圧力をかけて型に流し込みます.そして樹脂が固まったところで,型を開いて取り出します.

(a) 成型部
(b) 注入部
写真17 樹脂成型器
樹脂を溶かし,圧力をかけて型に流し込む.
そうだ・やすし
西山工業(株)


Post a Comment