デバイス古今東西(39) ―― 過剰品質とは何か,製品価値と時間の概念を切り口として考察
本コラムでは,製品価値を切り口として日本の「過剰品質」の問題について考えてみます.価値工学では機能とコストの二つの次元で検討を進めるのが一般的ですが,ここでは時間の概念も取り入れてみます.そして製品価値の形成過程をメーカの視点だけでなく顧客の視点も考慮して,過剰品質の問題を定量的に考えます.
●グローバルな顧客側の価値観とかい離
1990年代後半,米国や韓国のDRAMメモリ・メーカが市場を席巻し始めたころに日本の半導体技術者と品質についての議論をしたことがあります.その技術者は,海外のDRAMメーカが日本製と比べて「品質の手抜き」をしており,それによって低価格が実現でき,彼らは売上を伸ばしたのだ,という主張でした.1980年代の日本のDRAMメーカは品質や信頼性を上げるために,多くの研究開発費を費やしたり,冗長性の高い回路を配置したり,設計・製造工程数をより多くかけたりしていました.それらはチップの原価に影響を及ぼすものの,逆に世界的な競争力につながっていました.しかし,日本の技術社会を支えていたそういった伝統的な(レガシな)文化は,数年という短いライフ・サイクルの製品には,当てはまらなくなりました.
本来,品質とは「良品」と「不良品」の境界の定義に基づきます.そしてその定義は日本と海外で異なります.すなわち,(品質に)厳しいか甘いかという価値観です.しかし上述の伝統的な文化を考慮するなら,品質という価値観は良品と不良品という区別だけでなく,機能,設計,製造という領域にも関係しています.
ここでは,過剰品質とは,良品と不良品の判定基準というだけでなく,顧客の要求しない製品の機能が付いている,あるいは必要な機能に対して構造設計・材料設計的に過剰となっている現象,と定義します.「品質の手抜き」という側面は製造する側の日本の価値観であり,ある程度の品質を備えていれば受容へと変わっていったグローバルな顧客側の価値観とのかい離が,日本の過剰品質の問題なのです.
●時間は製品価値に影響を与える一つの因子
まずここで,製品価値について考えてみます.一般的な価値工学(1)では,Vを価値(Value),Fを機能(Function),Cをコスト(Cost)とした以下の関係式が定義されています.

上記の式(1)によれば,コストと機能は製品価値に影響を与える因子です.しかし,それだけでは十分ではありません.なぜならば,この式に時間の概念が入っていないからです.例えばリード・タイム(あるいは,製品投入時期)は明らかに製品価値に影響を与えます.リード・タイムが計画より長くなり,製品投入時期が遅れると,製品価値は低下します.機能,コスト,時間という概念を考慮し,また製品開発における製品の価値形成をモデル化したものを図1に示します.
図1 製品開発における価値の形成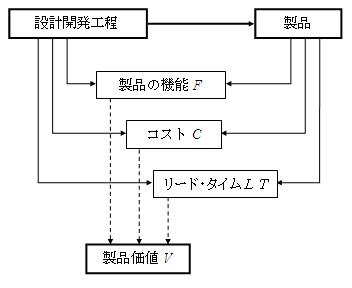
●メーカ視点の価値と顧客視点の価値を組み合わせて考える
製品価値はメーカ側が所要時間をかければ,あるいは所要コストをかければ増大します.しかし顧客視点に立てば,製品投入時間が遅れれば遅れるほど,あるいはコストが高ければ高いほど,製品価値は下がっていくはずです.つまり,製品価値はメーカが創るものですが,その製品価値は顧客によっても評価されます.製品価値は,メーカ視点の価値と顧客視点の価値の二つの次元で検討しなければなりません.
そういった理由により,メーカ視点と顧客視点による製品価値のモデルを図2に示します.製品価値を縦軸に,プロセス量(所要時間と所要コストの積)を横軸にとり,メーカ視点と顧客視点,さらにそれらを統合した視点の効用曲線を描きました.
図2 時間の概念を取り入れた価値モデル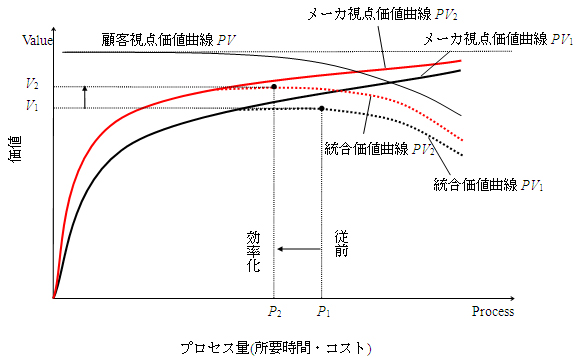
メーカ視点価値曲線PV1は,プロセス量が増加するに従って価値は上昇し,顧客が定義した製品性能と言うべき製品の属性の目標価値に近づいていきます.ただしプロセス量の追加が進むほど価値実現に対する効用は除々に薄れるので,価値の限界効用(2)はてい減します(ある点を過ぎるとプロセス量の増加量に対して価値の増加量は徐々に小さくなる).
一方,顧客視点価値曲線PVは,プロセス量が増加しても,ある限界時点までは目標価値を維持しています.そして,ある時点を超えると減少方向に進みます.顧客もある一定の時間やコストという限界時点までは忍耐強く待つことができるでしょう.そのため,その限界時点までの価値の限界効用の速度は速くはなりません.しかし,その限界時点を越えると速度は速くなり,急激にその効用が減少します.
統合価値曲線PV1は,顧客視点価値曲線PVが目標価値を維持している間はメーカ視点価値曲線PV1と等しく上昇します.しかし,顧客視点価値曲線PVが減少を始めると,その減少の値に従って統合価値曲線PV1の上昇率は低下し,極大点を経て減少に向かいます.統合価値曲線PV1の極大点に対応するプロセス量P1と価値V1が顧客のし好とメーカの負荷を考慮した決定ポイントと考えられます.つまり,これ以上のプロセス量をかけても,製品の性能と価値の効用が上昇しない上限界と判断できます.
メーカ視点価値曲線PV2はメーカ視点価値曲線PV1よりも効率化された設計における価値の効用です.先ほどと同じように統合価値曲線PV2および,その極大点からプロセスP2と価値V2が得られます.同じプロセス量が与えられるなら,価値V2は価値V1より常に上回ります.これらの決定ポイントを比較することで,設計開発工程の効率化による価値の上昇を定量的に対比することができます.このことは製品開発における意思決定において重要な問題です.
●過剰品質の問題を価値曲線の上で考察
さて,最後にメーカ視点と顧客視点のそれぞれに注目して過剰品質について考察します.以下の図3に示すとおり,メーカ視点価値曲線PVが顧客視点価値曲線PVを超えたときに過剰品質が始まります.
図3 過剰品質の問題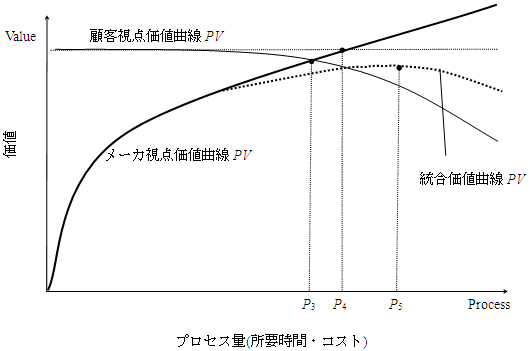
プロセス量によって減少した顧客視点の価値とメーカ視点の価値が一致するプロセス量がP3の時です.しかし,顧客視点の価値がプロセス量に対して減少しない,あるいは考慮していなかったと仮定すると,メーカはP4の時を過剰設計が始まるポイントとしてしまうことでしょう.つまりその仮定では,Δ(P4-P3)の経済的損失を招いていると言えます.一方,プロセス量がP5の時,統合価値曲線PVは極大値を得ます.しかし,その時はいっそう顧客視点の価値を上回っており,過剰設計がさらに進行したポイントです.この場合にはΔ(P5-P3)が経済的損失量であり,P4のそれより影響が大きいことになります.つまり,過剰品質の問題については,図3のP3が判断のポイントとなります.
現在のところ,過剰機能をもたらす過剰設計と過剰品質の影響について定量的に測定することは難しいとの指摘があります(3).ここで説明したモデルを利用すると,過剰品質による影響度合いを知ることができ,改善に向けた一指標となりえます.
●参考文献
(1) Miles L.D.(玉井 正寿 監訳);VA/VEシステムと技法:価値分析の進め方 第2版,日刊工業新聞社,1981年.
(2) ジョセフ・E. スティグリッツ(薮下 史郎,金子 能宏,清野 一治,秋山 太郎,木立 力 翻訳);スティグリッツ ミクロ経済学 第2版,東洋経済新報社,2000年6月.
(3) 藤本隆宏;能力構築競争-日本の自動車産業はなぜ強いのか,pp.334-340,中公新書,2003年.
やまもと・やすし
●筆者プロフィール
山本 靖(やまもと・やすし).半導体業界,ならびに半導体にかかわるソフトウェア産業で民間企業の経営管理に従事.1989年にVHDLの普及活動を行う.その後,日米で数々のベンチャ企業を設立し,経営責任者としてオペレーションを経験.日米ベンチャ企業の役員・顧問に就任し,経営戦略,製品設計,プロジェクト管理の指導を行っている.慶應義塾大学工学部卒,博士(学術)早稲田大学大学院.