鉛フリーはんだの低コスト化,高信頼化が進む ―― 第39回インターネプコン・ジャパン レポート
実装技術関連では国内最大規模の展示会である「第39回 インターネプコン・ジャパン」が,2010年1月20日~22日に東京ビッグサイト(東京都江東区)で開催された(写真1).今年は,鉛フリーはんだの低コスト化や高信頼化を推し進める製品・技術の発表が目立っていた.

写真1 第39回インターネプコン・ジャパンの会場受付の様子
2010年1月20日~22日に東京ビッグサイトで開催された.
●トータル・コストを考慮して低銀化を進める
はんだメーカの千住金属工業は,展示ブースでのプレゼンテーションで低銀化鉛フリーはんだを紹介するとともに,導入時に考慮すべき事柄を説明していた(写真2,写真3).
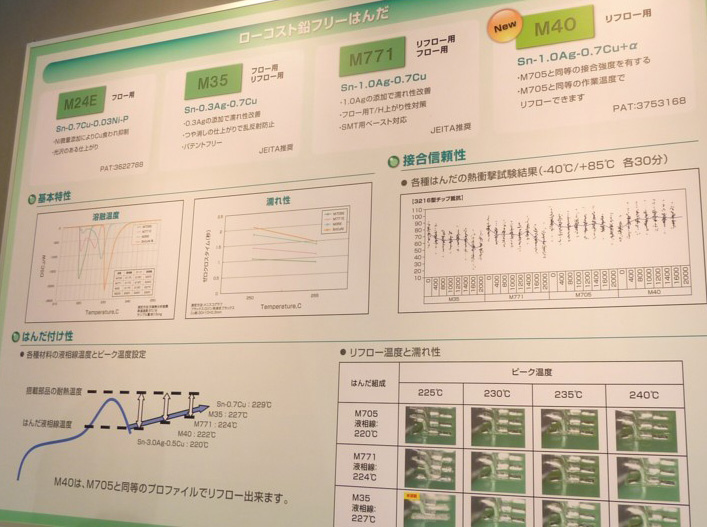
写真2 千住金属工業がパネル展示した低コスト鉛フリーはんだ (クリックすると拡大します)
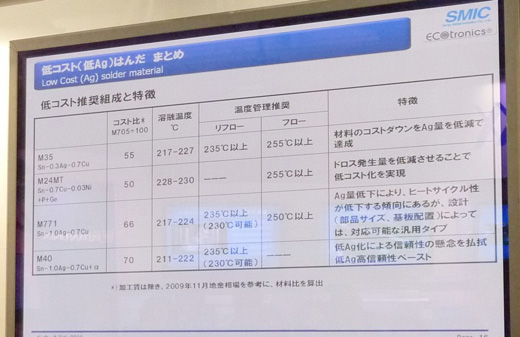
写真3 千住金属工業が展示ブースのプレゼンテーションで紹介した低コスト鉛フリーはんだのまとめ
フローはんだ付け(噴流はんだ付け)は,そのコストを大別すると材料コストと運転コストに分かれる.運転コストでは,ドロス(はんだにおける錫と鉛によって形成される酸化)の発生と回収のコストが問題となる.低銀化鉛フリーはんだや銀を含まないスズ銅ニッケル系鉛フリーはんだを採用して材料コストの低減を図っても,ドロスの発生量が増えてしまっては,はんだを替えた意味が薄れてしまう.
千住金属工業は,実装基板と搭載部品の銅(Cu)とニッケル(Ni)がはんだ漕に溶け出してCu-Niのシャーベット状ドロスとなるほか,それに巻き込まれたはんだもドロスになってしまうと説明した.はんだの使用量は小さなプリント基板では0.3g(グラム)程度,大きなプリント基板でも4g程度しかない.例えば大きなプリント基板を1時間に1,000枚ほどはんだ付けすると,1時間当たりのはんだ使用量は4kgになる.
これに対してドロスの発生量は,少ない場合に1時間当たり2~3kg,多い場合では1時間当たり5~6kgになる.はんだの消費量よりもドロスの消費量が多くなる場合が少なくない.
そこで千住金属工業は,ニッケルの含有量を0.03重量%と少なめに抑え,微量のリン(P)とゲルマニウム(Ge)を添加したスズ銅ニッケル(SnCuNi)系鉛フリーはんだ「M24MT」を紹介した.主要な組成はSn-0.7Cu-0.03Niである.ニッケルが入っているのは,銅食われ対策のためである.ニッケルの含有量を少なめに抑えることで,シャーベット状Cu-Niの発生を抑えた.また,リンを添加することで酸化物を粉末状に変化させ,ドロスへのはんだの巻き込みを低減した.
プレゼンテーションでは,続いて「SAC0307」系のフローはんだ付け用低銀鉛フリーはんだ「M35E」を紹介した.銀を含むので,スズ銅ニッケル系よりもはんだの濡れ性が良くなる.
リフロはんだ付け用では,「SAC107」系のはんだペースト「M771」と「M40」を紹介した.「M771」は「SAC107」合金と同じ組成のはんだペースト,「M40」は微量の元素を添加して「SAC305」と同等の濡れ性と接合信頼性を確保したはんだペースである,との説明があった.
このほか,はんだメーカでは弘輝が低銀化鉛フリーのはんだペースト「S01X7C48-M500」(Sn-0.1Ag-0.7Cuの独自組成,写真4,写真5)を,ハリマ化成が低銀化鉛フリーはんだ「PBF605シリーズ」(SAC0307系,写真6)を,日本アルミットがSAC0307系およびSAC107系の低銀化鉛フリーはんだ(写真7)を,ニホンゲンマがSAC0307系およびSAC107系の低銀化鉛フリーはんだ(写真8,写真9)を,それぞれ紹介していた.
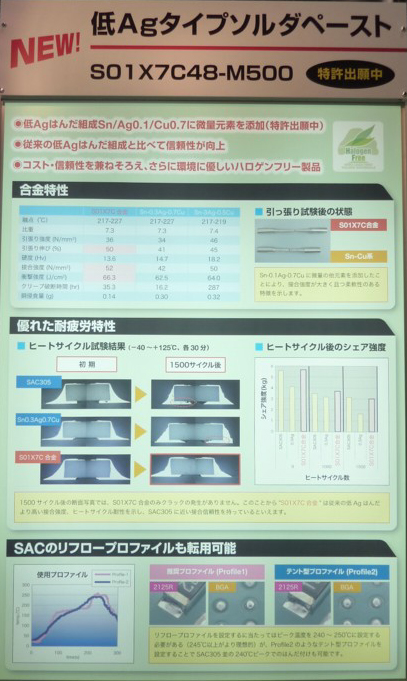
写真4 弘輝がパネル展示した低銀化鉛フリーはんだ「S01X7C」
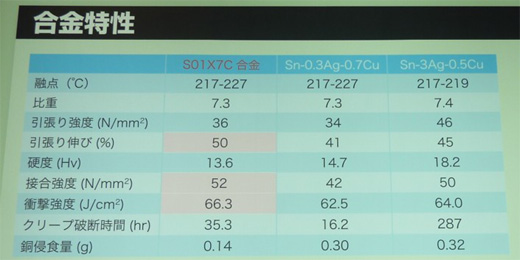
写真5 「S01X7C」の合金特性
Sn-0.1Ag-0.7Cuに微量元素を添加した合金組成である.接合強度と衝撃強度が高いことが特徴.
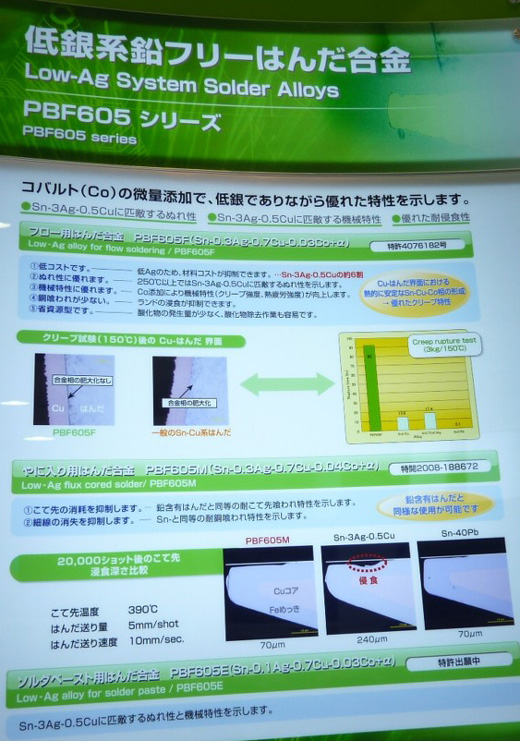
写真6 ハリマ化成がパネル展示した低銀化鉛フリーはんだ「PBF605シリーズ」
Sn-0.3Ag-0.7Cu-0.03Co(あるいは0.04Co)に微量元素を添加した合金組成である.
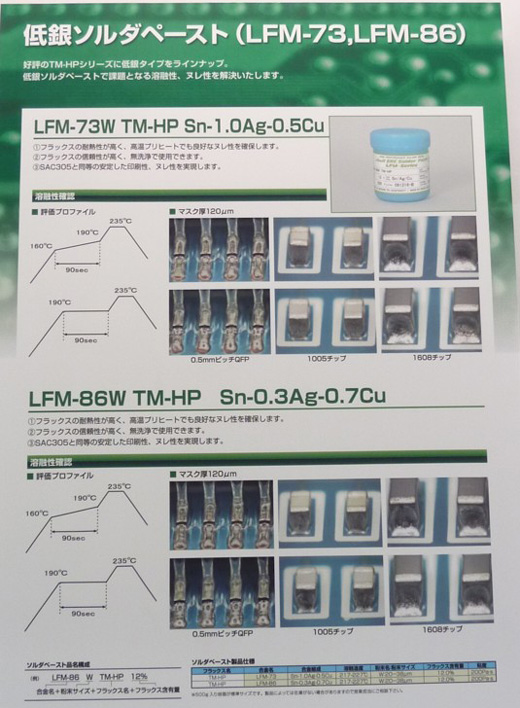
写真7 日本アルミットがパネル展示した低銀化鉛フリーはんだ
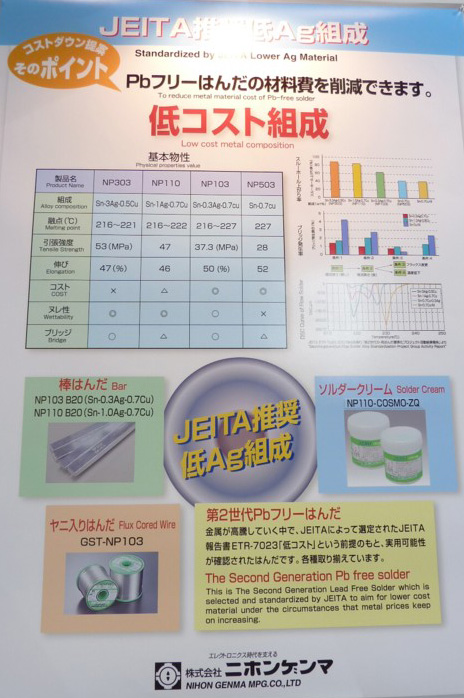
写真8 ニホンゲンマがパネル展示した低銀化鉛フリーはんだ
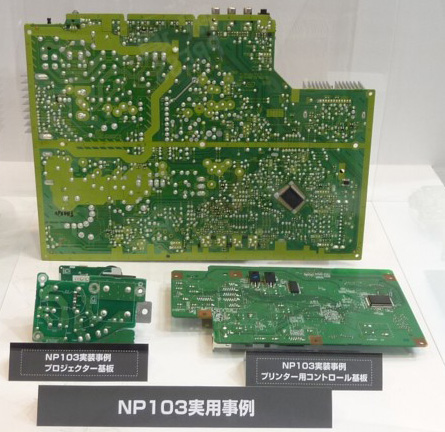
写真9 ニホンゲンマの低銀化鉛フリーはんだ「NP103」を採用した実装基板SAC0307系のはんだ合金を使用している
●ハロゲンフリーのすず銅系はウイスカが出にくい
ハロゲンフリーと鉛フリーを兼ねたはんだでは,日本スペリア社がハロゲンフリーのヤニ入りはんだ「SN100(040)」で高ウイスカ耐性を見出したことをパネル展示で紹介していた(写真10).85℃85%RHの高温高湿試験で,1000時間を経過してもウイスカが発生しなかった.実験では3000時間を経過してもウイスカが発生せず,4000時間に至ってようやくウイスカが発生した.
SN100(040)はすず銅ニッケル系の鉛フリーはんだである.SN100シリーズでもハロゲン入りの従来品では1000時間でウイスカが発生していた.またSAC305系のすず銀銅ヤニ入りはんだでは,ハロゲンフリーでも1000時間~2000時間でウイスカが発生するという実験結果を示していた.
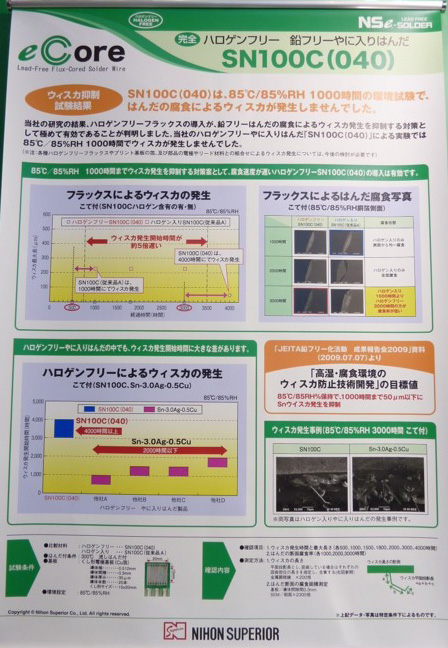
写真10 日本スペリア社が出展したハロゲンフリーのヤニ入り鉛フリーはんだの展示
●車載用の高信頼性はんだペーストを展示
自動車エレクトロニクス機器のはんだ付けに向けた高信頼性の鉛フリーはんだでは,タムラ製作所がリフロ後に残るフラックス(残渣)が割れない鉛フリーはんだペースト「TLF-204-GTS-VR1」を展示していた(写真11).はんだ付け後に-40℃と+125℃の温度サイクル試験(各30分間ずつ保持)を3000サイクル経過しても,フラックス残渣(ざんさ)に割れが発生しない.ロジン系フラックスの鉛フリーはんだペーストでは,10サイクルでフラックス残渣に割れが発生していた.
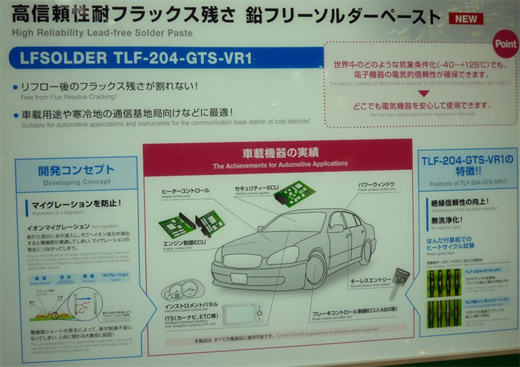
写真11 タムラ製作所が出展した車載用高信頼性鉛フリーはんだペーストの展示パネル
高い信頼性を確保できたのは,フラックスの主成分をロジンではなく,独自開発の合成樹脂に換えたからである.フラックス残渣が柔らかいので,温度サイクルで膨張と収縮を繰り返しても割れが生じない.
展示ブースでは車載用鉛フリーはんだの採用事例として,デンソーのエンジン制御用コンピュータ基板,東海理化電機製作所のヒータ制御基板,アイシン精機のウォータ・ポンプ用基板を展示していた.なお残念ながら,写真撮影の許可は受けられなかった.
●飛び散りの少ないヤニ入りはんだを実演
ニホンゲンマは,飛び散りの少ないヤニ入りはんだ「GST-NP303」を開発した.展示ブースでは,その特徴を実演によってアピールしていた.はんだごての先をヤニ入りはんだに送って溶かしていっても,飛び散りがほとんど起きない(写真12).

写真12 ニホンゲンマが開発した飛散防止ヤニ入りはんだを実演している様子
ヤニ入りはんだではフラックスがはんだごてによって加熱されてガスになり,急速に膨張する.急速に膨張したガスが外部に噴出し,はんだやフラックスが飛び散ることになる.これに対して開発したヤニ入りはんだでは,ガスが細かく分散して外部に出ていく.このため,飛び散りが起こらない(写真13).
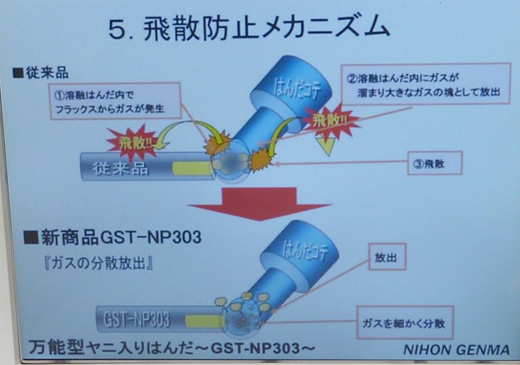
写真13 ヤニ入りはんだで飛散を防ぐ仕組みの概念図
「GST-NP303」はSn-3.0Ag-0.5Cuの鉛フリー合金を主成分とし,フラックスを3.18重量%,ハロゲンを0.07重量%含有する.線径は0.3mm~2.0mmのものがある.
ふくだ・あきら
フリーランステクノロジーライター
http://d.hatena.ne.jp/affiliate_with/