暮らしに役立つQC七つ道具(7) ―― 管理図:「傾向」を「監視」する
tag: 組み込み 半導体 ディジタル・デザイン
技術解説 2009年7月 1日
この連載では,ソフトウェア開発の品質管理(QC:Quality Control)において使われている七つの技法「QC七つ道具」について解説している.今回は,プロセスの安定化と異常値の監視に役立つ「管理図」を取り上げる.管理図は,中心線を間に挟んで上下に2本の管理限界線を置き,データの変動を追うことで異常を予測しプロセスの安定化をはかるのに役立つ.(編集部)
●七つ道具その7:管理図
今回取り上げるQC七つ道具は,「管理図」です.管理図とは,プロセスが安定しているかどうかを調べるグラフです.特性の結果やバラツキを「時間軸」で見ることができるようになっています.そのため,問題の発生を管理するだけでなく,「カイゼン注1」の効果を確認するのにも適しています.
| 注1: カイゼンとは,改善のことです.トヨタ生産方式で有名になった言葉の一つですが,人によってその意味することがかなり異なっている言葉のように見受けられます.そこで,その本質をうまく言い表している言葉をご紹介します. 「計画はその都度のものではない.うまくいくものを強化し,うまくいかないものを廃棄していくという連続したプロセスである」 by P.F.ドラッカー |
その特徴は,中心線(CL:Center Line)と2本の外側の線(管理限界線)を持つことです.上側の線を上方管理限界(UCL:Upper Control Limit),下側の線を下方管理限界(LCL:Lower Control Limit)といいます.また,管理限界線の値は,平均値を標準偏差(σ)の3倍の幅で表した方式(3シグマ法)が,よく使われます.
以下に管理図の例を示します(図1).
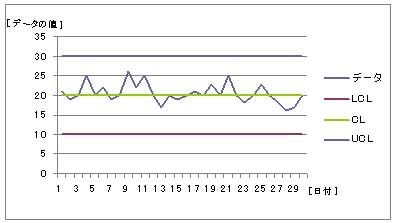
[図1]管理図の例
管理限界を越えたデータが発生した場合は,異常が発生したと判断しますが,データが管理限界を越えない場合でも,何らかの偏りや傾向がある場合には,異常が発生している可能性があると見ます.つまり,発生するデータの時間的な変化や偏りを追うことで,問題が発生する前の「予兆」を「見える化」することができます.
管理図は,管理の対象や目的によって各種の管理図(図2)が存在しますが,平均値(Xbar)の管理図と範囲(R)の管理図の二つを併用するXbar-R管理図が代表的なものです.
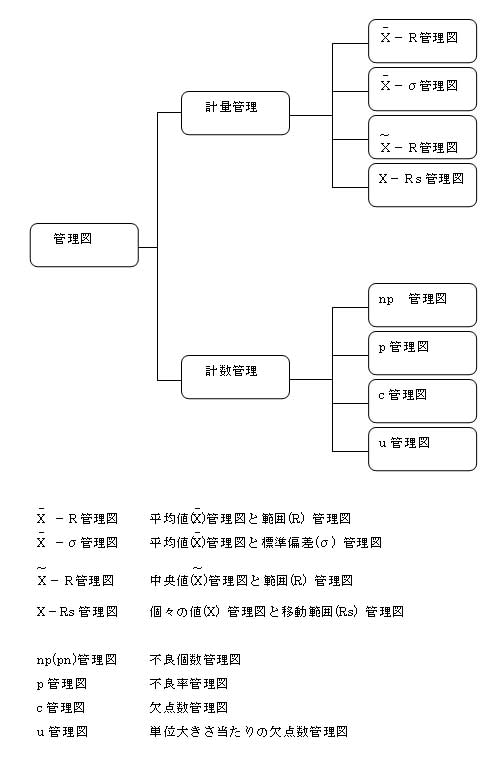
[図2]管理図の種類
管理図には,「管理」と「解析」という2種類の使い方があります.「管理」としては,プロセスが安定した状態であるときに,異常の兆候を監視する目的で使用します.また,「解析」としては,プロセスが安定した状態であるかどうかを調べるために使用します.
管理図を開発した人は,近代品質管理(統計的品質管理)の父,Shewhart博士で,Deming博士の師であり,かつ親友であった人です.そのため,管理図のことをシューハート管理図と呼ぶ場合もあります.