中国にも「鉛フリーはんだ付け」の波が押し寄せる ――ネプコンサウスチャイナ2005
「世界の工場」となった中国.なかでも電子機器の一大生産拠点である深センで,2005年8月30日~9月2日に実装技術関連の展示会「ネプコンサウスチャイナ2005」が開催された(写真1,写真2).出展者数は約500社(インターネプコン ワールドJAPAN 2005の約半分).来場者数は15,100名.
[写真1] ネプコンサウスチャイナ2005の会場入口 ※写真をクリックすると拡大します
2005年8月30日~9月2日に中国深セン市の深セン展示場(Shenzen Convention & Exhibition Centre)で開催された.

[写真2] ネプコンサウスチャイナ2005の会場風景
外国(米国,日本,欧州)ベンダの出展区域と中国(香港を除く)ベンダの出展区域は隣り合うホールに分けられていた.写真は外国ベンダの出展会場.こちらがメイン会場の扱いになっている.
中国には,日本を含む外国系企業の生産子会社や,外国系企業から生産を請け負っている現地の電子機器組み立て企業が多い.深センを含む広東省は,外国系企業のブランド製品を量産する製造ラインが特に多い地区である.このためネプコンサウスチャイナは,日系企業や欧米系企業など,中国以外の企業と関わる生産技術者を相手にした商談の場という性格が強い.中国語対応の説明員はもちろんのこと,英語対応や日本語対応の説明員も配置しているブースが少なくなかった.
最近の傾向としては,鉛フリーはんだ付け(鉛を省いたはんだ合金を使ったはんだ付け)の普及がある.2006年7月から欧州で実施される有害物質使用規制(RoHS規制)に対応するため,日本では鉛フリーはんだ付けの普及が世界に先駆けて進んでいる(レポート「鉛フリーはんだ技術や短納期フレキ基板に注目が集まる」を参照).日本国内ではすでに,鉛フリーはんだを使う電子機器組み立てラインが全体の7~8割に達していると言われている.
2006年7月のRoHS規制が迫ってきた今,中国でも鉛フリーはんだ付けが急速に普及してきた.「2004年のネプコンサウスチャイナでは,『鉛フリーとは何でしょうか?』という反応だった.今年は鉛フリーの話題にすんなりと入れる」(日系はんだメーカ),「中国南部では,ボード組み立てラインの6~7割が鉛フリーに対応しているとみている」(日系はんだ付け装置メーカ),「中国全体の鉛フリー対応は半分に少し足りないあたりだろう」(日系はんだメーカ).
こういった動きを反映して,会場では鉛フリーに対応したはんだ付け装置やはんだ材料の展示が目立っていた.
●はんだ付け装置は鉛フリー対応があたりまえに
例えばリフロはんだ付け装置では,タムラ製作所が全長が3mと短い窒素(N2)ガス雰囲気リフロ装置「TNP20-307PH」を展示した(写真3).最大で200mm×250mmのプリント基板に対応する.「この大きさの基板に対応するリフロ装置だと,通常は全長が5.3mくらいになる」(タムラ製作所の説明員).加熱方式は熱風循環方式である.加熱ゾーン数は7.プリント基板を連続投入したときの温度ばらつきを計測したデータを合わせて展示した.プリント基板を100枚くらい投入しても,温度ばらつきは0.9℃と少ない.また,制御パネルの表示画面が日本語,英語,中国語の3通りに切り換えられることをアピールしていた.

[写真3] 窒素ガス雰囲気リフローはんだ付け装置
タムラ製作所の「TNP20-307PH」.来場者が装置内部を熱心にのぞき込んでいた.
千住金属工業も,窒素ガス雰囲気リフロ装置「SNR-825」を展示した.加熱方式は遠赤外線併用熱風方式である.加熱ゾーン数は8.
フローはんだ付け装置では,タムラ製作所が鉛フリー対応のポイントはんだ付け装置「HC20-35PDF」を展示した.両面リフロはんだ付け後のプリント基板に部品を後付けする際に用いる.小さなノズルで溶融はんだの噴流を発生させる(写真4).対応するプリント基板の寸法は,最大200mm×300mm.はんだ噴流の発生には電磁誘導を利用しており,ポンプに比べてはんだ噴流をきめ細かく制御できるという.展示ブースでは,実際にはんだ噴流を発生させてみせていた.
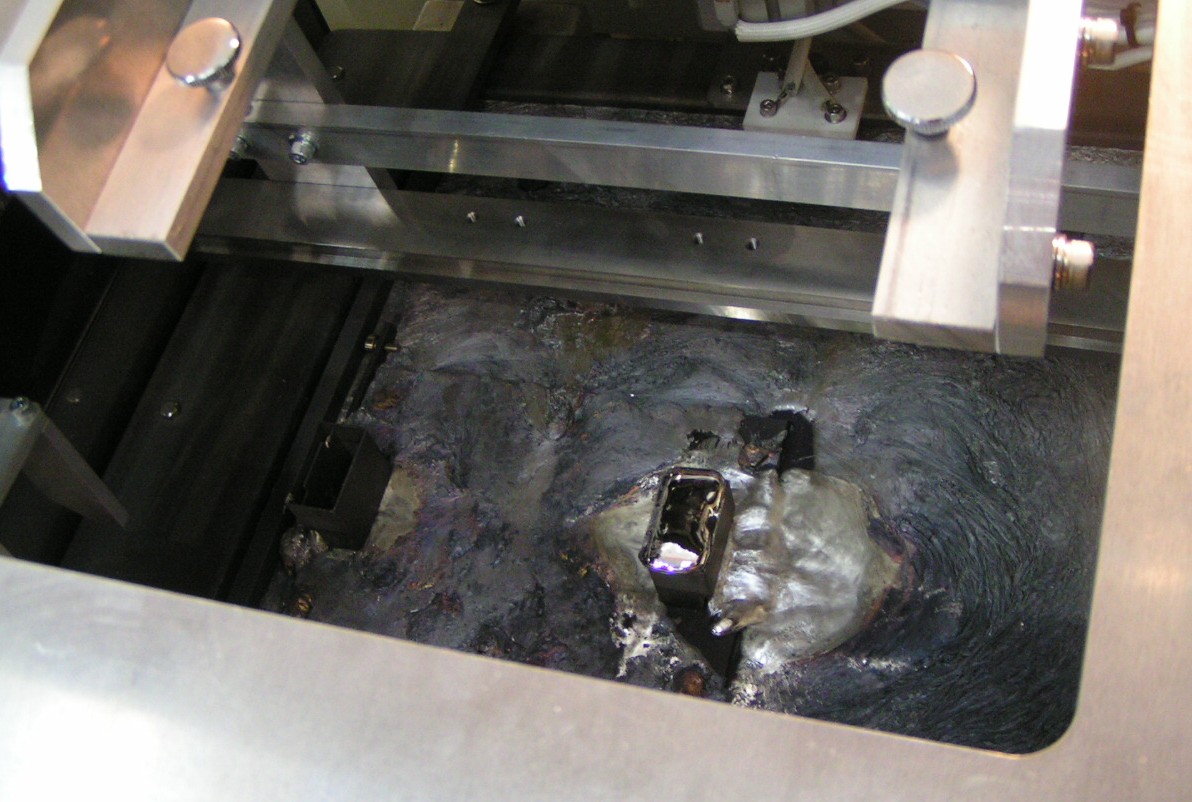
[写真4] 鉛フリー対応のポイントはんだ付け装置
タムラ製作所の「HC20-35PDF」.電磁誘導ではんだ噴流を発生させる.写真は,はんだ噴流のノズルを拡大したところ.
また,日本電熱計器は鉛フリー対応の噴流はんだ付け装置「LG-350NPB」を展示した.はんだ漕の材料に鋳鉄を用い,溶融アルミニウムめっきによって鉄アルミニウム(Fe-Al)金属間化合物を生成することではんだ漕の侵食を防いだ(レポート「鉛フリー化の進展を阻む諸問題,抜本的な対策は見つからず」を参照).ステンレス製のはんだ漕と比べると重いものの,はんだ漕が変形しにくい.
同社は,電磁誘導方式の鉛フリー対応はんだ漕「ELGD-350」も展示した(写真5).誘導コイルとコアを溶融はんだに浸漬した直接噴流(直噴)式である.はんだ噴流の脈動がなく,安定したはんだ付けを実現できる.
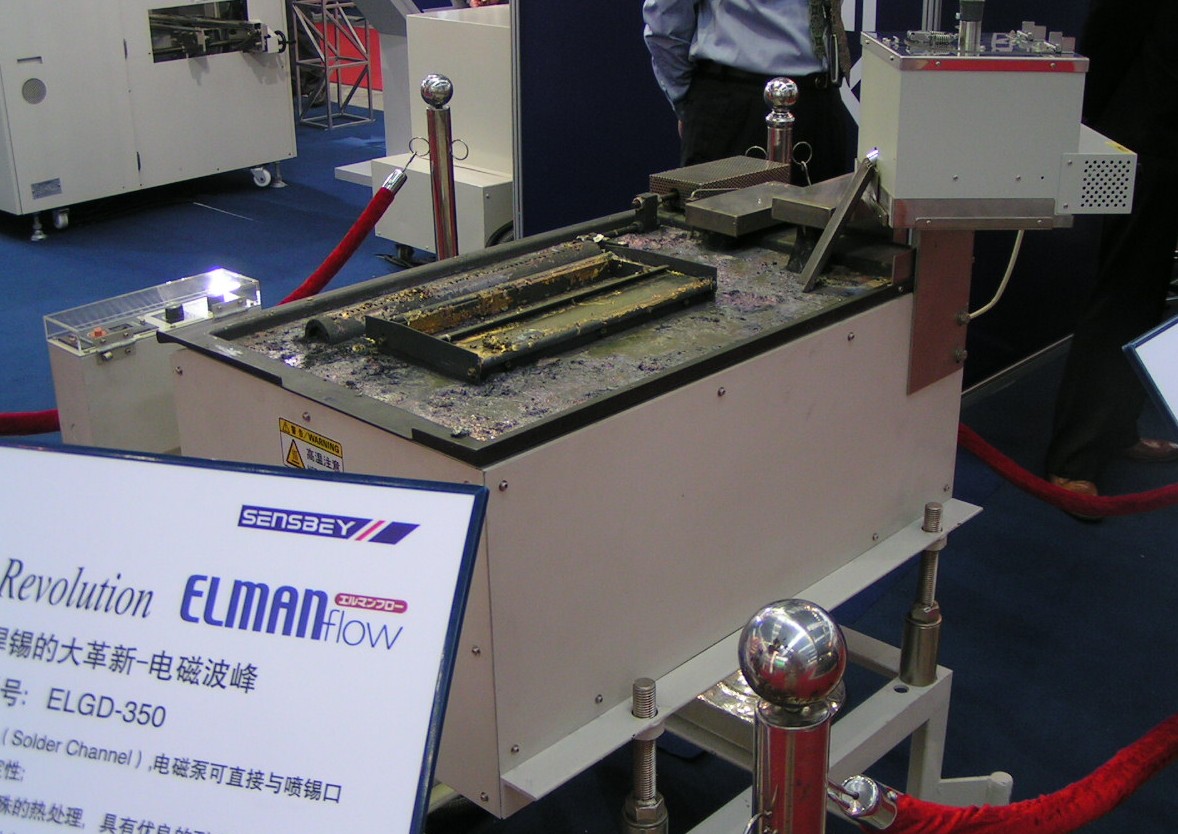
[写真5] 電磁直噴式の鉛フリー対応はんだ漕
日本電熱計器の「ELGD-350」.誘導コイルとコアを溶融はんだに浸漬してある.
中国企業では,JT Electronic Equipment社とSun East Electronic Technology (ShenZhen) 社がそれぞれ,鉛フリー対応のフローはんだ付け装置を展示していた.JT社は電磁誘導方式のフローはんだ付け装置「SM-450-N」を展示し,はんだ噴流のようすを実際に示していた(写真6).Sun East社はフローはんだ付け装置「PEAK-350」を展示した.ただし,はんだ噴流は実演していない.

(a)電磁誘導方式のフローはんだ付け装置
(b)はんだ噴流のようす
[写真6] 中国企業の鉛フリー対応フローはんだ付け装置
(a)はJT Electronic Equipment社の「SM-450-N」.(b)のように,電磁誘導方式によるはんだ噴流を実際に示していた.
●0402部品の自動搭載を実演
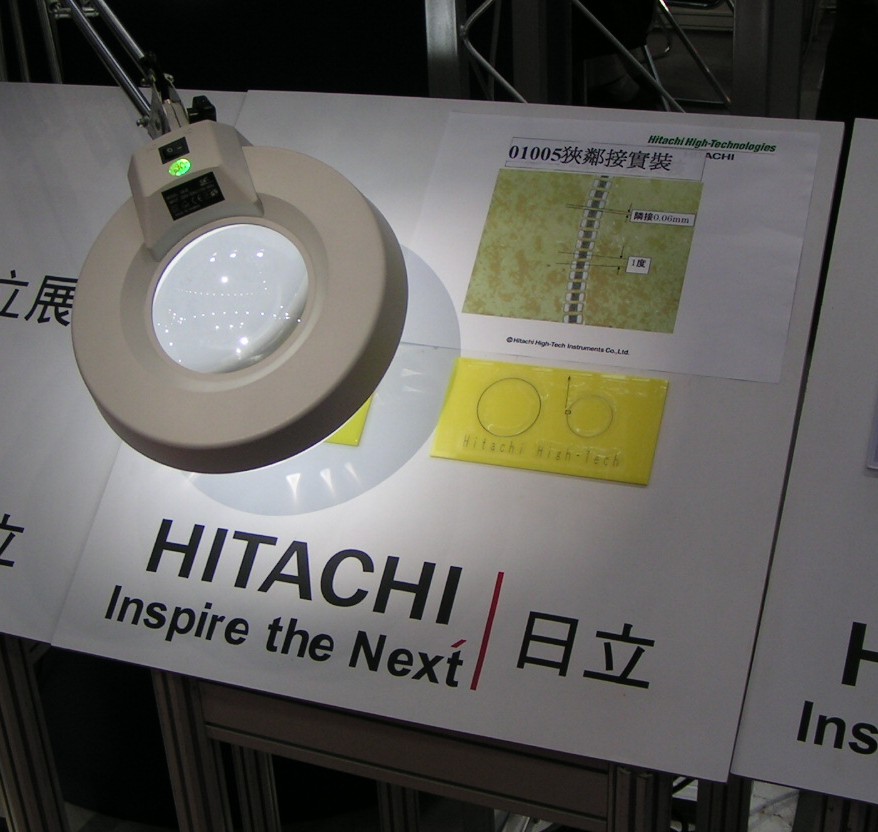
表面実装部品の自動搭載装置(マウンタ)では,0402部品(外形寸法が0.4mm×0.2mmの角形チップ部品)に対応した装置が来場者の注目を集めていた.日立ハイテクノロジーズはダイレクト・ドライブ方式の高速チップ・マウンタ「GXH-1」を展示し,0402部品の自動搭載を実演してみせた(写真7).円を描くようにチップ部品を搭載した基板を展示し,搭載精度の高さをアピールしていた(写真8).オランダのAssembleon社もチップ・マウンタ「AX-3」を展示し,0402部品の自動搭載を実演していた.

[写真7] 0402部品に対応した表面実装部品の自動搭載装置(チップ・マウンタ)
日立ハイテクノロジーズの「GXH-1」.展示ブースのディスプレイに「01005」とあるのは,インチ単位での呼称.
(a)チップ部品の搭載基板の展示
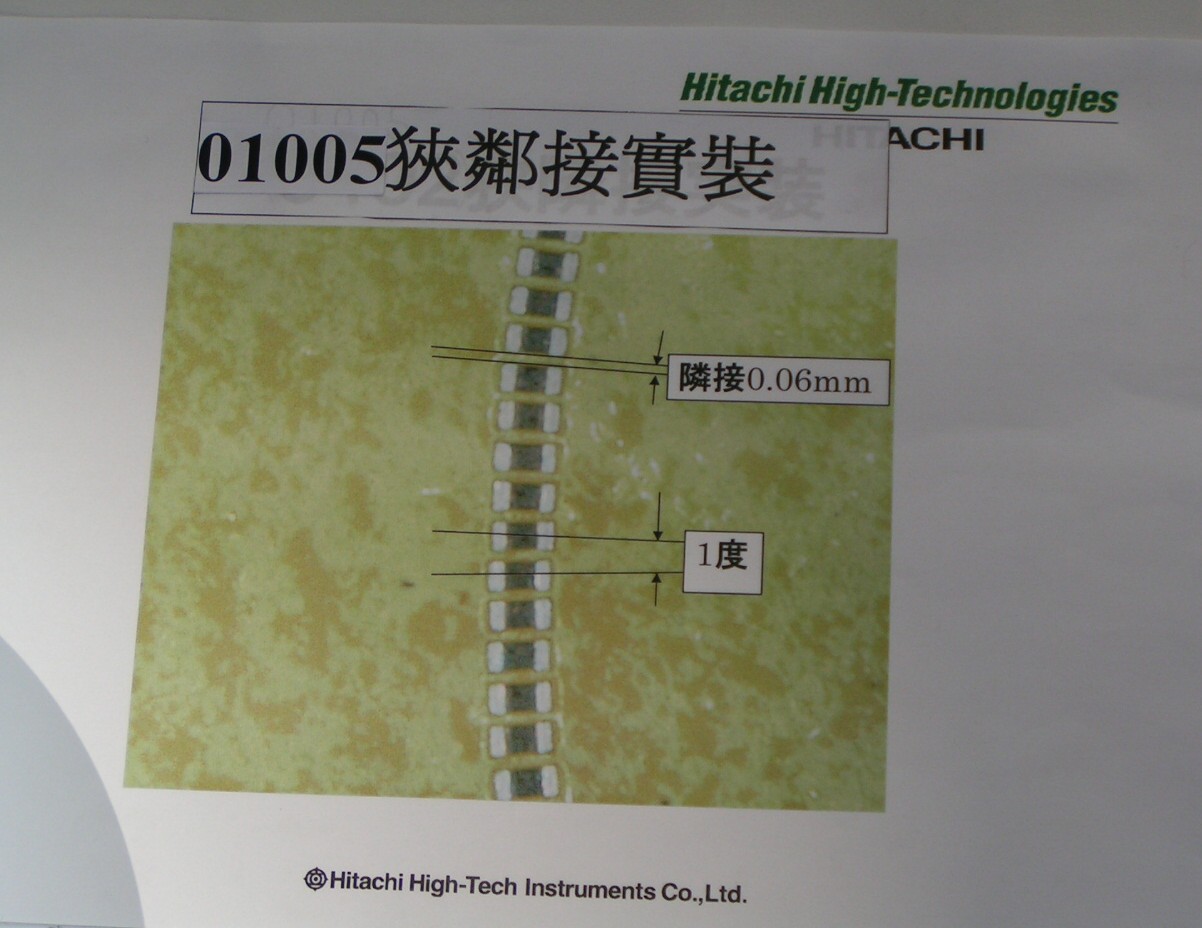
(b)円状に搭載
[写真8] 0402部品を自動搭載した試作基板
日立ハイテクノロジーズの「GXH-1」で搭載した.(a)では,チップ部品で円を描いている.具体的には(b)のように0.06mmのすき間を空けながら,角度を1度ずつずらして搭載した.直線状に並べて搭載するよりも難しいという.
外観検査装置ではサキコーポレーションが,両面実装基板を1回で検査できる装置「BF-Tristar」を展示していたのが目を引いた(写真9).対応するプリント基板の寸法は,最大330mm×250mm.検査時間は25秒(基板寸法が330mm×250mmの場合).搭載部品の有無,部品位置ズレ,はんだブリッジ,はんだ過少,はんだなし,などを検査できる.
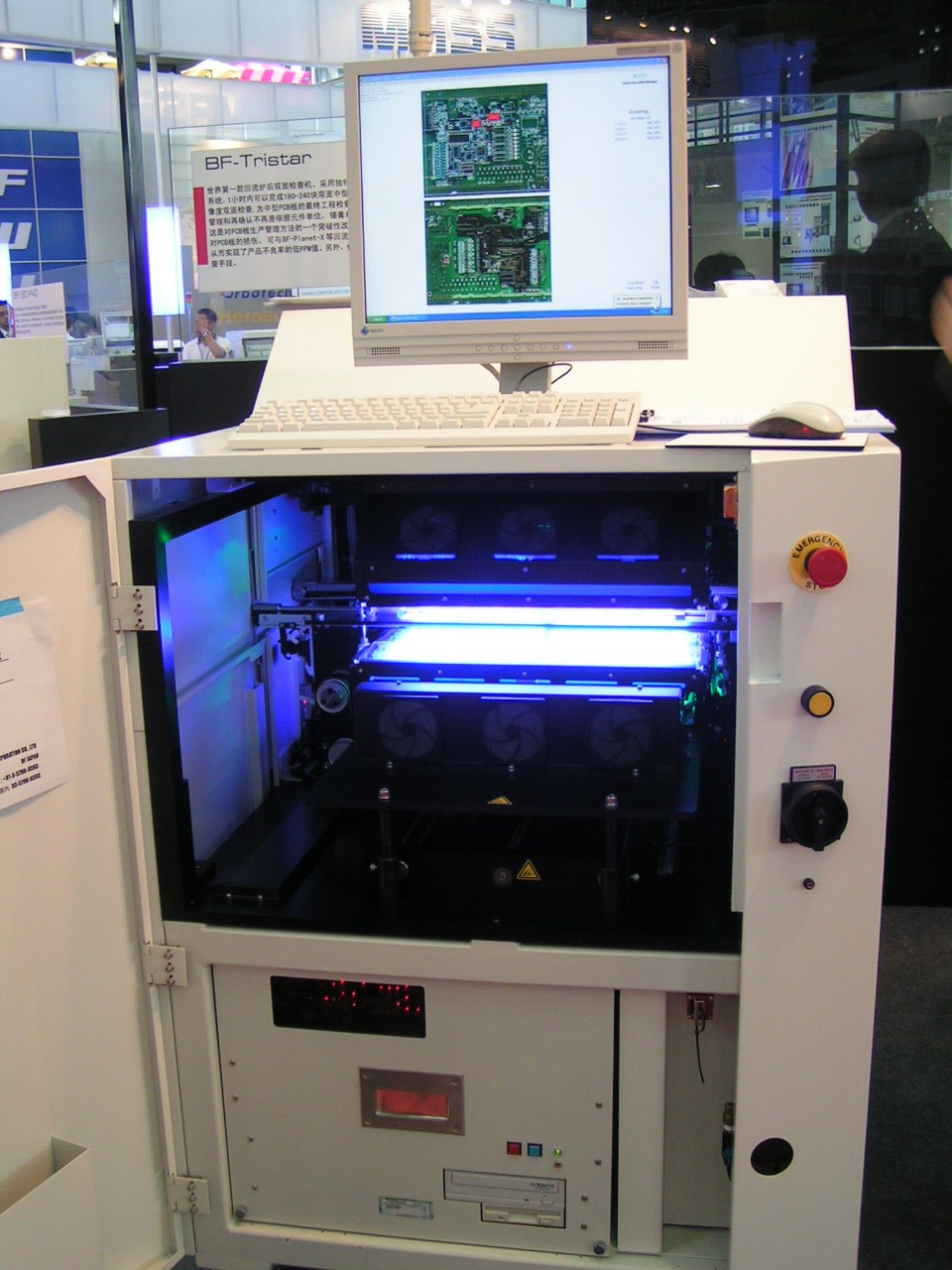
[写真9] 両面実装基板の両面を同時に検査する外観検査装置
サキコーポレーションの「BF-Tristar」.プリント基板の上面と下面の両側に照明系を配置した.
●鉛フリーはんだの利点をアピール
鉛フリーはんだ材料では,日本スペリアが鉛フリーはんだ採用の利点をアピールしていた.同社はすず銅ニッケル(SnCuNi)合金の鉛フリーはんだ「SN100C」をフローはんだ付け用の主力製品として供給している.展示ブースでは,すず銀銅(SnAgCu)合金と比べてマイクロクラックが少ないこと(写真10)や,過去6年の採用実績の歴史などを展示パネルで説明していた.
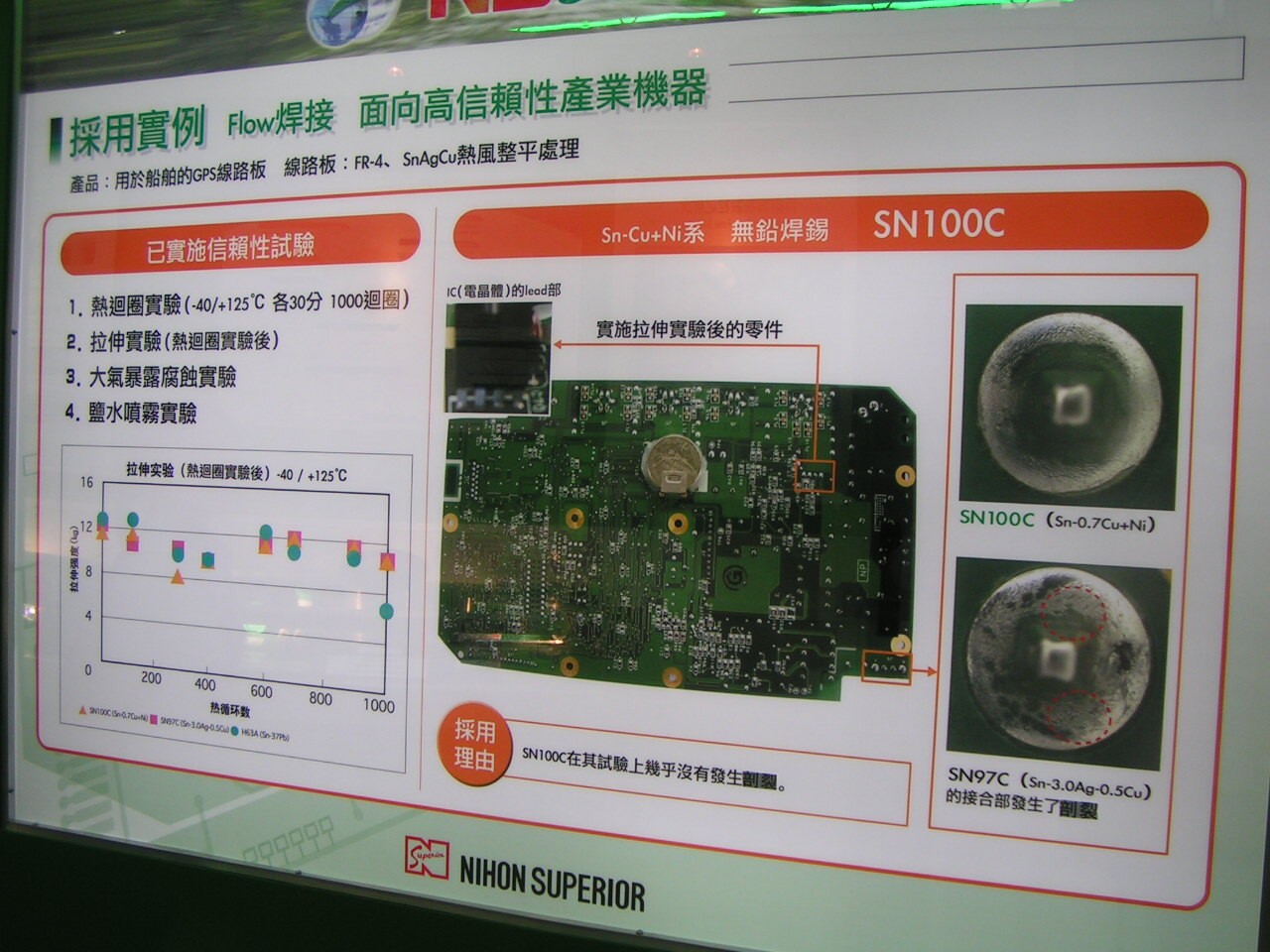
[写真10] フローはんだ付け用の鉛フリー合金
日本スペリアが供給しているすず銅ニッケル(SnCuNi)合金の鉛フリーはんだ「SN100C」.すず銀銅(SnAgCu)合金と比べてマイクロクラックが少ない.
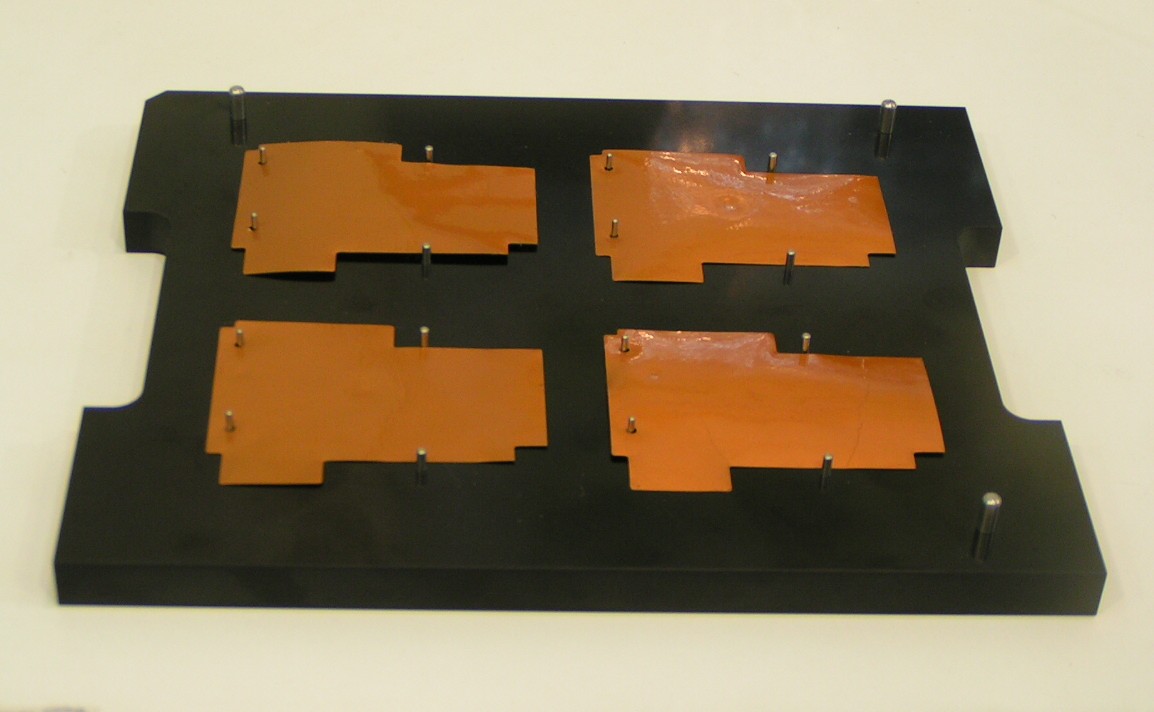
興味深かったのは,すず鉛共晶はんだよりもすず銅ニッケル合金はんだの表面張力が高いことを利用した事例である(写真11).実装レイアウトのつごうにより,モータなどの別部品とプリント基板を重ねて配置することがある.この場合,プリント基板に穴を空けてモータとの接触を避ける.すず鉛共晶はんだでフローはんだ付けする場合,プリント基板に穴を空けるのははんだ付けの後になる.これは,溶融はんだの表面張力が低く,大きな穴があると溶融はんだがプリント基板の反対側にあふれ出してしまうためである.穴空けの工程は,プリント基板にあらかじめ刻んだ溝を利用して基板をくりぬくような工程になる.穴の近くには応力が加わるので,はんだ接続部に悪影響を与える可能性ある.
ところがすず銅ニッケル合金はんだの場合,表面張力が高いので,ある程度の大きさの穴だとはんだがあふれ出ない.あらかじめ穴を空けた状態ではんだ付け工程にプリント基板を投入できる.このため,はんだ付け後に穴空けの工程がなく,はんだ接続部に悪影響を与える心配がない.「このような使いかたは,われわれではなくユーザが考え出した」(日本スペリアの説明員).

(a)すず銅ニッケル合金はんだの場合
(b)すず鉛共晶はんだの場合
[写真11] 穴を空けたプリント基板をフローはんだ付けできる
すず鉛共晶はんだよりもすず銅ニッケル合金はんだの表面張力が高いことを利用した事例.実装レイアウトのつごうにより,モータなどの別部品をプリント基板と重ねて配置することがある.この場合,プリント基板に穴を空けてモータとの接触を避ける.すず銅ニッケル合金はんだは表面張力が高いので,(a)のようにあらかじめ穴を空けた状態ではんだ付けできる.すず鉛共晶はんだでは,(b)のように穴空け用の溝を切った状態ではんだ付けすることになる.これは,ある程度の大きさの穴があると,溶融はんだが穴から反対側にあふれ出てしまうためである.日本スペリアの展示.
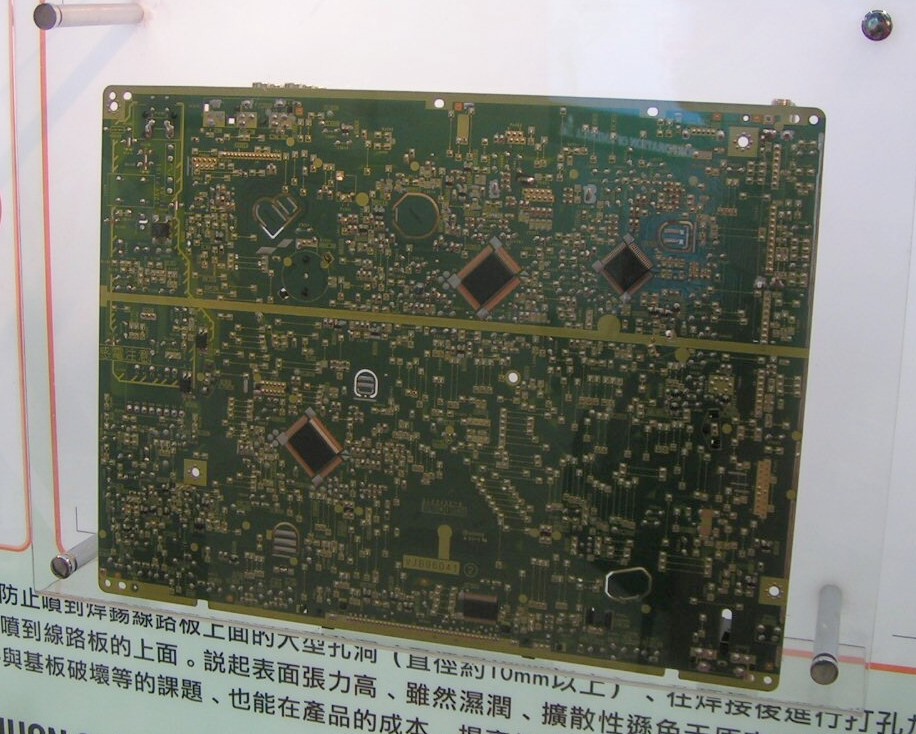
日本スペリアは,すず銅ニッケル合金をプリント基板のプリコート(ホット・エアはんだレベラ)に応用した事例も紹介していた(写真12).欧米系企業の電子機器では,はんだレベラ処理済みのプリント基板を使うことが多い.「自動車用基板や通信機器用基板などでは80%くらいに達する」(日本スペリア).
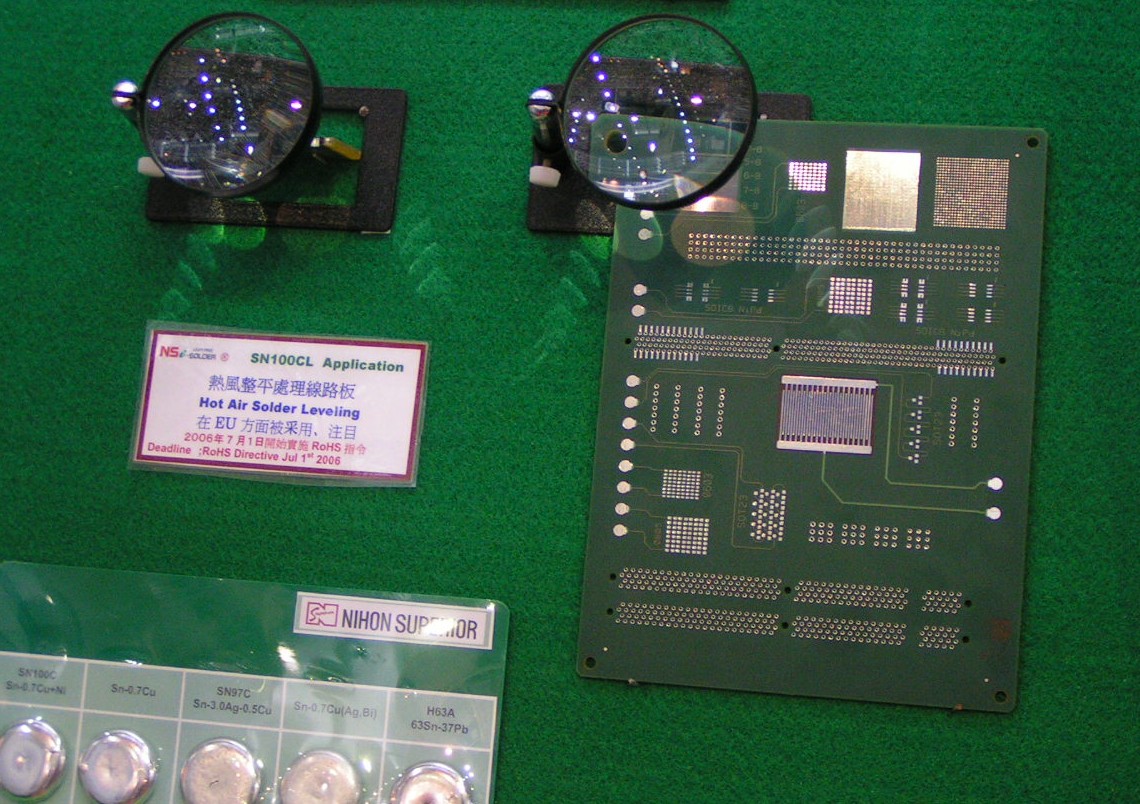
[写真12] すず銅ニッケル合金をプリント基板のプリコート(ホット・エアはんだレベラ)に応用
日本スペリアの展示.欧米系企業に向けた.
●はんだペーストを均一にかくはん
鉛フリー関係以外の展示物では,はんだペースト用のかくはん器が来場者の注目を集めていた.かくはん器メーカのシンキーは,はんだペースト専用のかくはん器「SP-500」を展示し,実際に動作させて見せていた(写真13).「SP-500」は150ml(500g)入りのはんだペースト容器をそのまま収納できる.同社の従来品では,別の容器やアダプタを使う必要があった.

(a)かくはん器の外観

(b)ペースト容器を収納できる
[写真13] はんだペースト専用の撹拌器
(a)はシンキーの「SP-500」.(b)のように150ml(500g)入りのはんだペースト容器をそのまま収納できる.
はんだペーストの主成分ははんだ粉末とフラックスである.ユーザは,はんだペーストを購入してもすぐには使わず,通常は冷蔵庫に保存しておく.使用直前にはんだペーストを冷蔵庫から取り出して再度かくはんし,はんだ粉末とフラックスを均一に分散させる.ただし,単純にかくはんするだけだと,気泡が混入する可能性が高い.はんだペーストに気泡が混入すると,はんだボール不良(リフロ工程で,はんだが飛散する不良)を起こしかねない.
理想的なかくはんとは,材料を均一に混ぜ合わせつつ,気泡を追い出すことである.そこでシンキーは,容器そのものを回転させながら,円を描くように容器を振る機構を考案し,開発した.ちょうど太陽の周囲を回る地球のように,容器が自転しながら公転する.容器の自転軸は,公転軸に対して45度内側に傾いている.こうすると自転によって材料が均一に混ざりつつ,公転によって気泡が外部に追い出される.
●脱着が容易なフレキ基板搬送治具
このほか,信越ポリマーがフレキシブル・プリント基板用の搬送治具「シンエツ・アシストキャリア」を展示していた(写真14).レイアウト用ピン治具,搬送基材,取り外し用ピン治具から構成される.搬送基材の表面にはシリコーンの粘着性エラストマが形成されている.
使用するときは,まず,レイアウト用ピン治具にフレキシブル基板を載せ,搬送基材をかぶせる.搬送基材を取り外すと,フレキシブル基板が搬送基材に張り付く.搬送基材をはんだ付け工程に通し,フレキシブル基板に電子部品をはんだ付けする.それから取り外し用ピン治具に搬送基材を装着する.治具のピンがフレキシブル基板に当たるので,フレキシブル基板を簡単に取り外せる.
(a)治具にフレキシブル基板を載せる
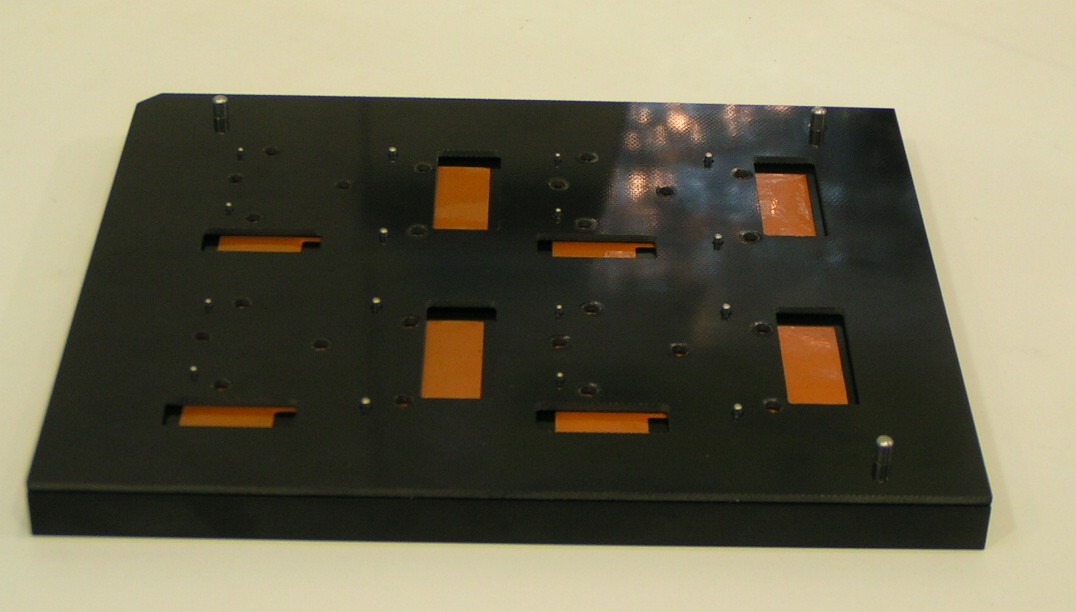
(b)搬送基材をかぶせる
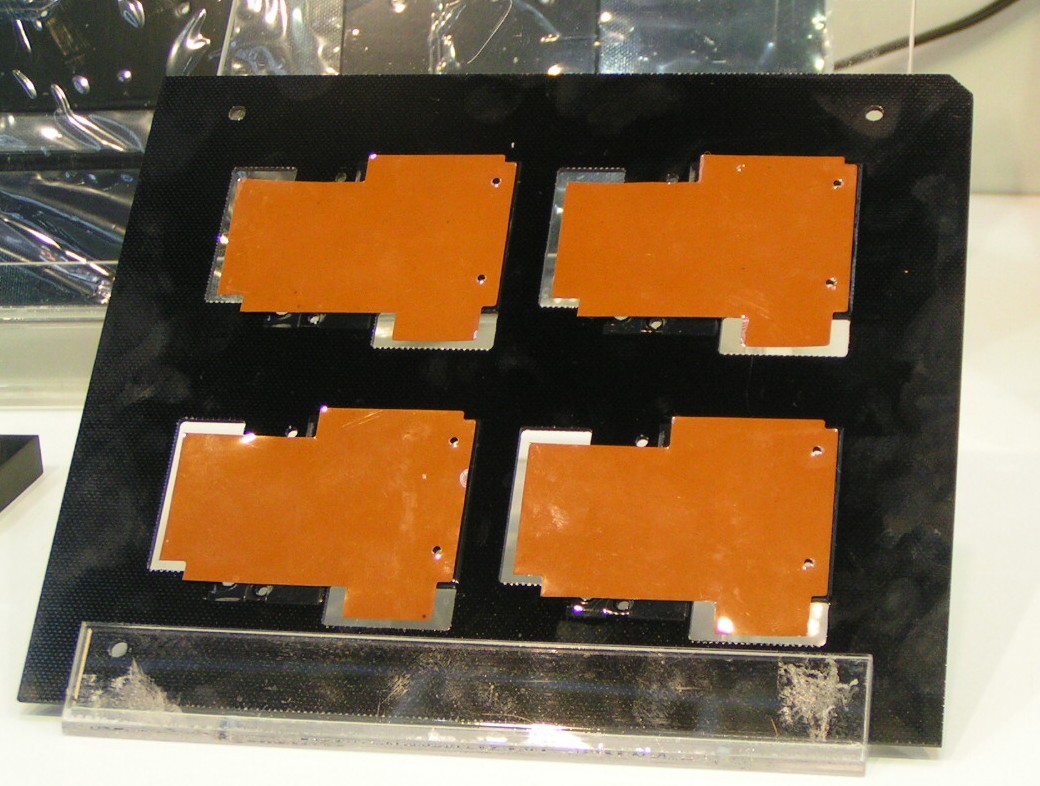
(c)フレキシブル基板が張り付いているようす
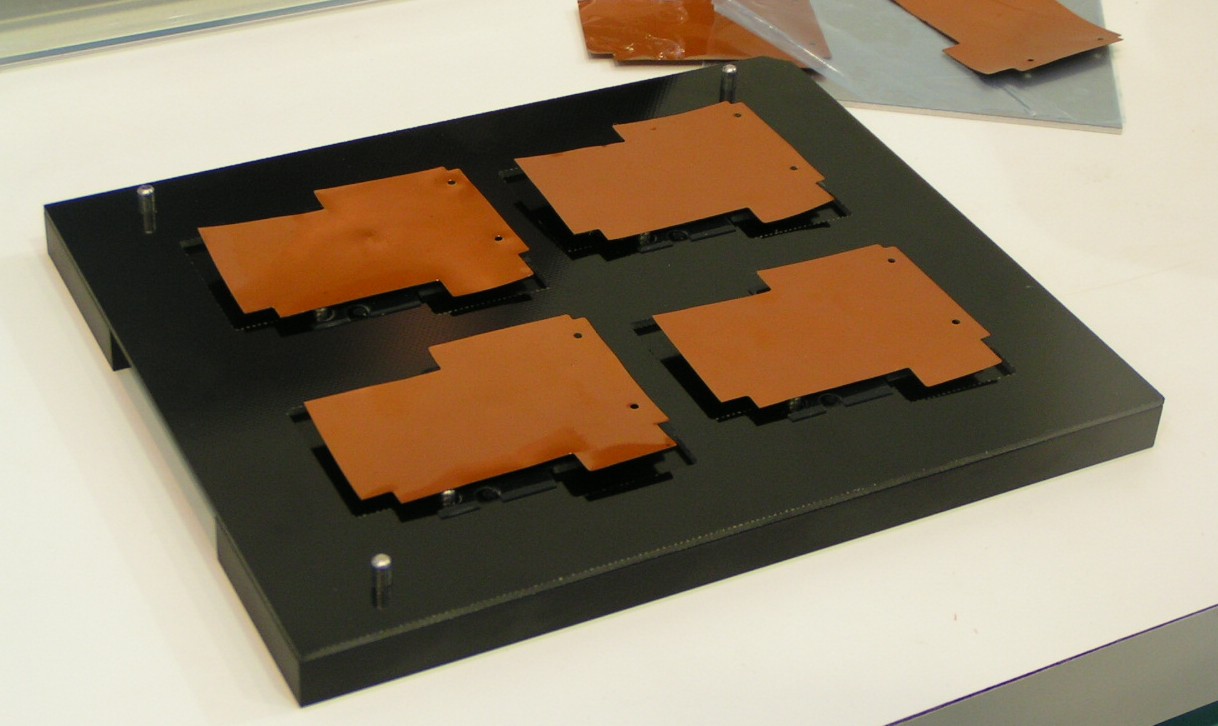
(d)フレキシブル基板を取り外す
[写真14] フレキシブル・プリント基板用の搬送治具
信越ポリマーの「シンエツ・アシストキャリア」.レイアウト用ピン治具,搬送基材,取り外し用ピン治具で構成される.まず,(a)のようにレイアウト用ピン治具にフレキシブル・プリント基板を載せる.続いて,(b)のように搬送基材をかぶせる.搬送基材を外すと,(c)のようにフレキシブル・プリント基板が張り付いている.これで搬送できるようになる.最後に取り外し用ピン治具に搬送基材を載せ,(d)のようにフレキシブル基板を取り外す.
ふくだ・あきら
テクニカルライター/アナリスト
http://d.hatena.ne.jp/affiliate_with/