鉛フリー化の進展を阻む諸問題,抜本的な対策は見つからず ――JEITA鉛フリー化完遂緊急提言報告会
電子機器や部品などを対象とする有害物質の使用規制が,欧州連合(EU)で2006年7月に始まる.このWEEE/RoHS規制に対応するべく,ボードの鉛をゼロに近づける「鉛フリー化」が進められている.ボード(部品を搭載済みの実装基板)の鉛フリー化は,はんだ合金に限ればかなり普及した(例えば,インターネプコン ワールド 2005レポートを参照).しかし,はんだ合金の鉛フリー化だけではWEEE/RoHS規制に対応したことにはならない.電子部品,半導体,プリント基板など,ボードを構成する部材のすべてについて鉛を追放する必要がある.
日本国内では,業界団体である電子情報技術産業協会(JEITA:Japan Electronics and Information Technology Industries Association)が中心となって鉛フリー化を推進している.その過程でいくつかの重要な技術課題が浮上し,緊急の対応が必要なことが明確になった.そこでJEITAは2004年7月に「JEITA鉛フリー化完遂緊急プロジェクト」を発足し,課題の解決手法を探ってきた.その成果報告会である「JEITA鉛フリー化完遂緊急提言報告会」が2005年3月15日に,東京都港区の機械振興会館で開催された.
この緊急プロジェクトでは,以下の四つの課題を対象とした(写真1).
1)はんだ槽浸食
2)ウィスカ
3)低温はんだ
4)接合部の鉛含有量0.1%
である.
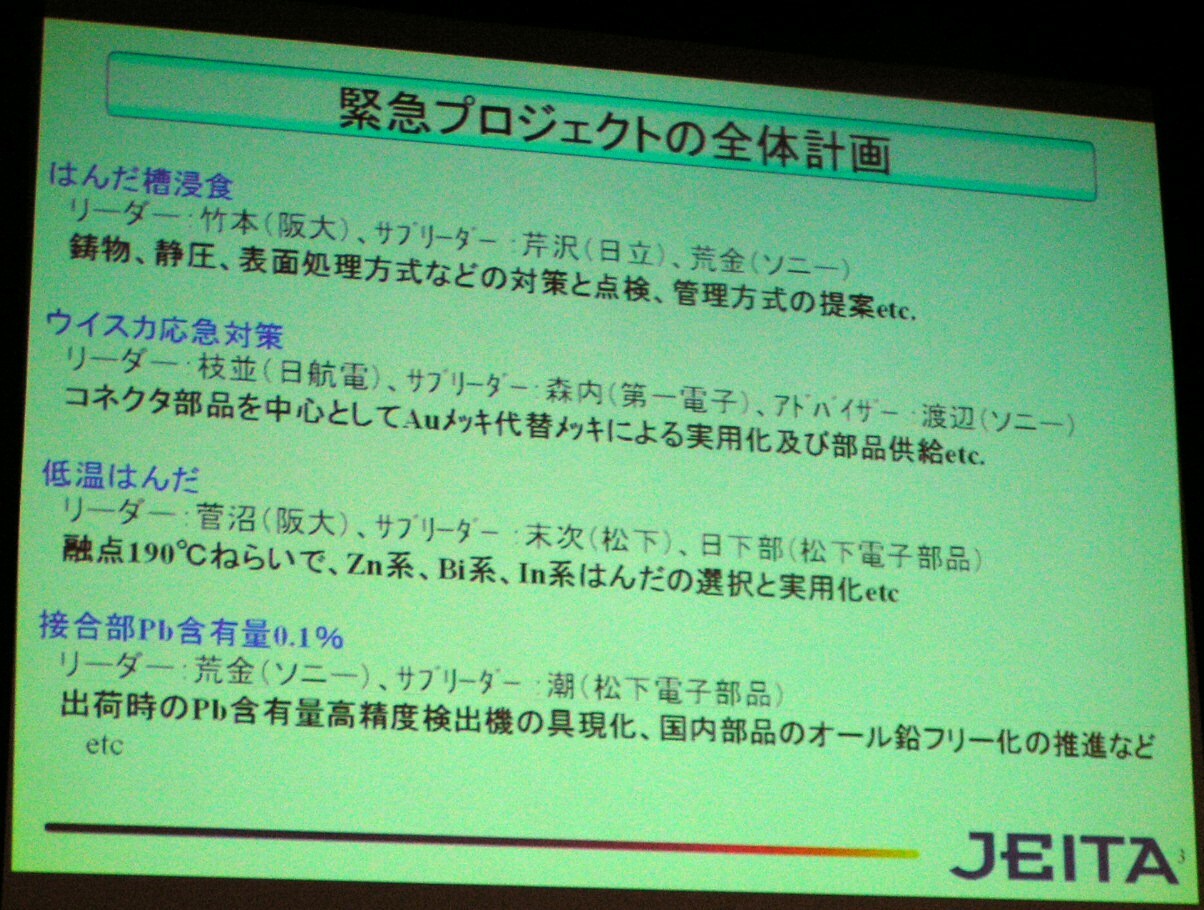
[写真1] JEITA鉛フリー化完遂緊急プロジェクトの概要
四つの課題についてプロジェクトを組んだ.なお,本画像をマウスでクリックすると,拡大できる(以下の写真についても同様).
●鉛フリーはんだが,はんだ槽を浸食する
1)の「はんだ槽浸食」は,フローはんだ付けで使うはんだ槽(ステンレス槽)が,鉛フリーはんだによって浸食されてしまう現象である.今回のプロジェクトでは,緊急対応策を提言するとともに,根本的な対策が確立するまでのロードマップを作成した.緊急対策の策定には,はんだ槽メーカ各社が協力した.
はんだ槽の浸食は,特定の部位で起こるわけではない.溶融はんだに接触しているすべての部位で発生する可能性がある(写真2).報告会では,はんだを加熱するヒータ部(写真3),噴流はんだを送り込むチャンバやエンペラ(写真4),はんだの噴き出し口(写真5)などの浸食例が示された.
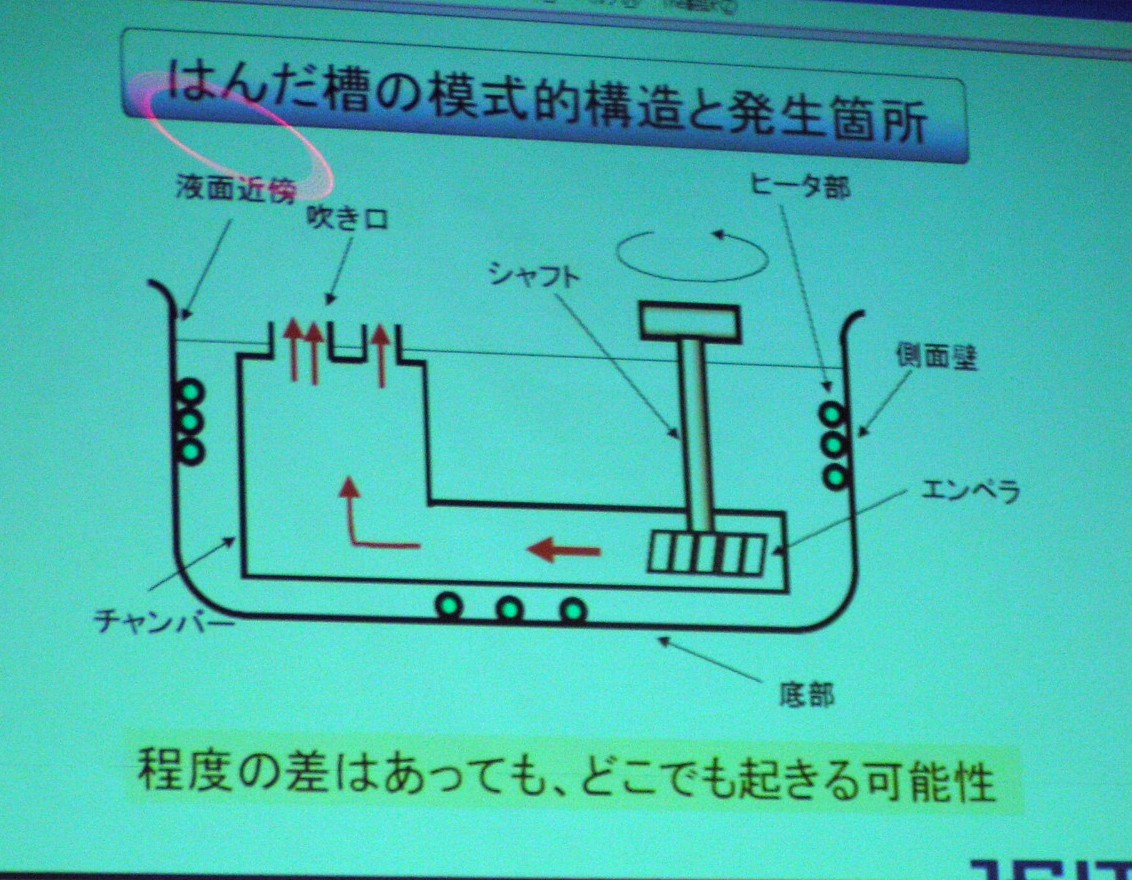
[写真2] はんだ槽の構造と浸食(エロージョン)の発生部位
溶融はんだと接触している部分であれば,どこでも浸食が起こりかねない.
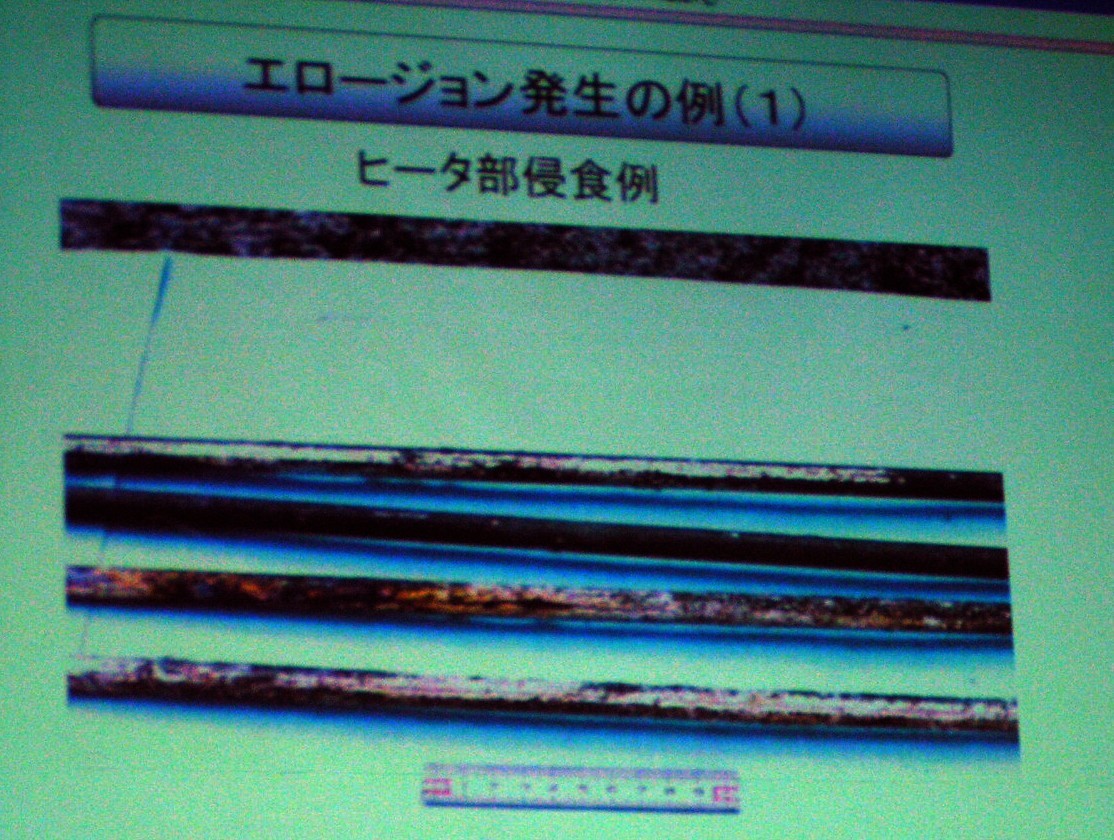
[写真3] 浸食(エロージョン)の発生例(1)
はんだを加熱するヒータ.
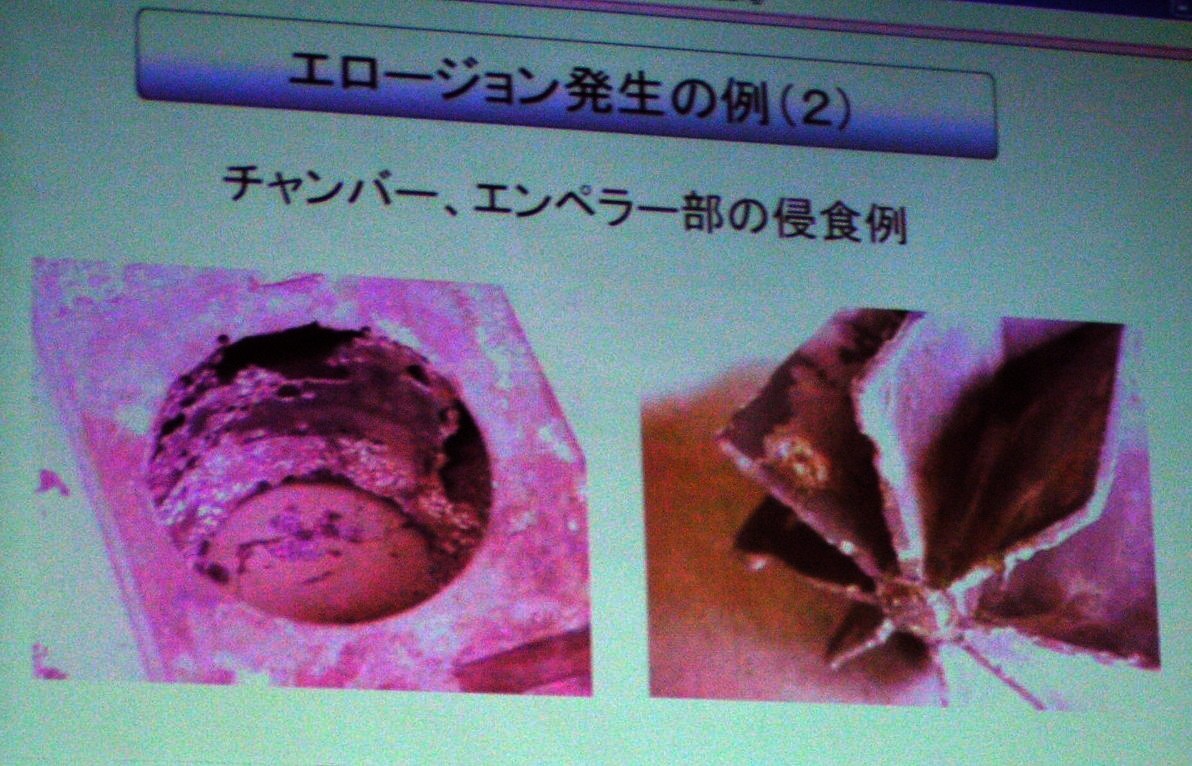
[写真4] 浸食(エロージョン)の発生例(2)
チャンバ(左)とエンペラ(右).
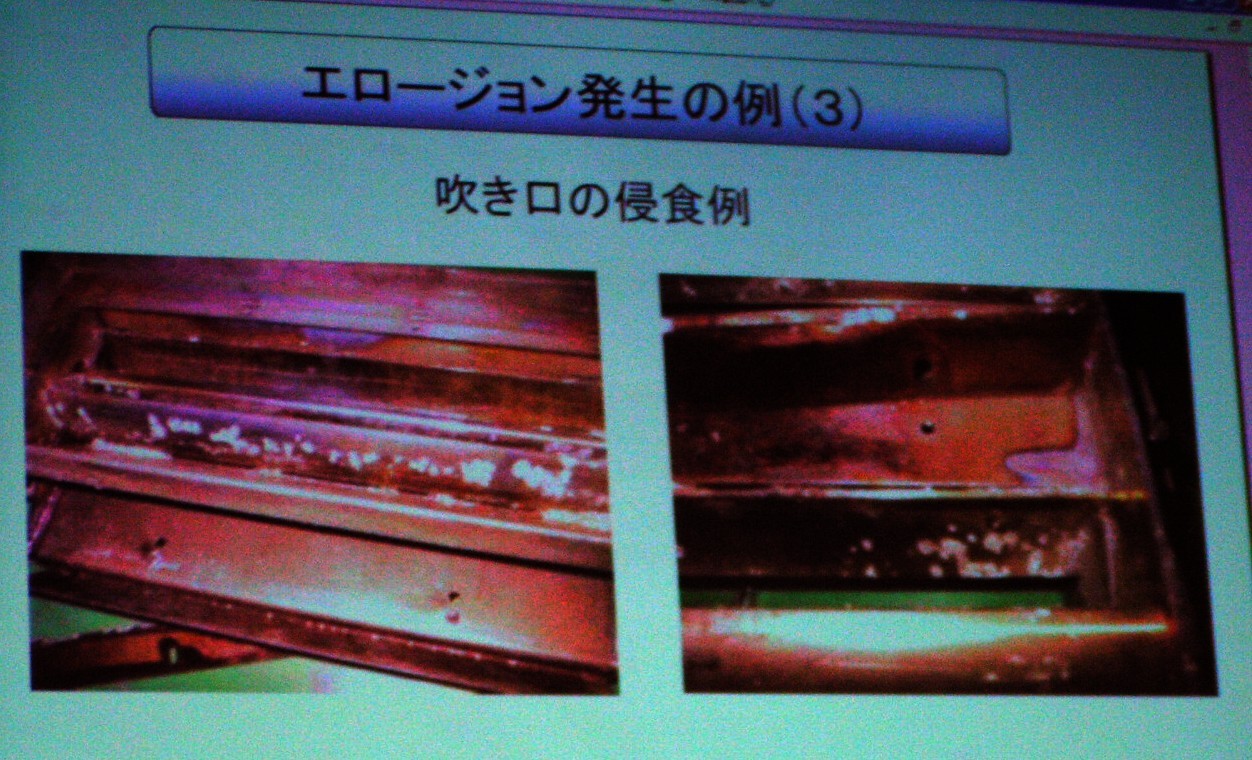
[写真5] 浸食(エロージョン)の発生例(3)
はんだの噴き出し口.
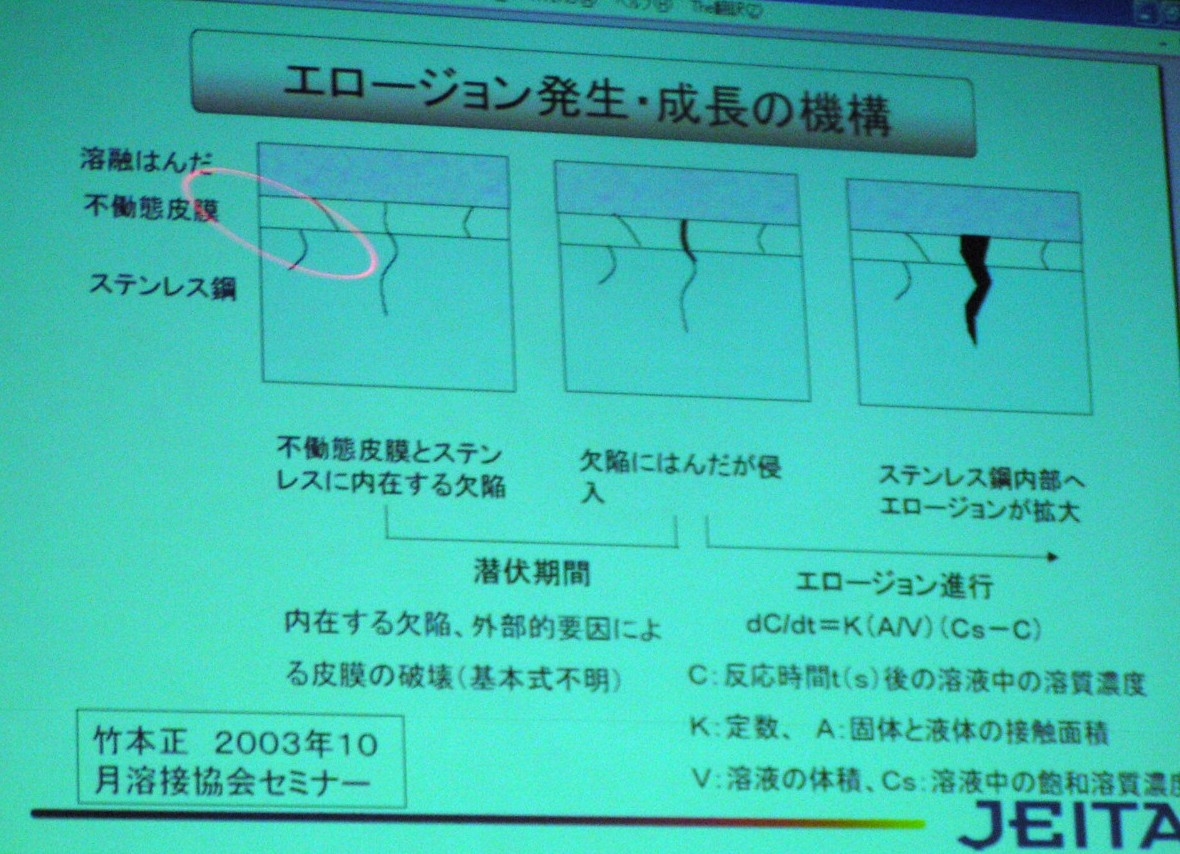
なぜはんだ槽浸食が発生し,進行するのか.はんだ槽のステンレス鋼と表面皮膜(不働態皮膜)には,一定の確率で欠陥が存在する.その欠陥にはんだが浸入し,浸食が拡大していくと現在は説明されている(写真6).過去に使われてきたすず鉛(Sn-Pb)共晶はんだに比べると,鉛フリーはんだ合金はSnの組成が極端に高い.このため反応性に富む.したがって浸食が進みやすい.さらに,強めのフラックスを使う.これも反応性を高める.はんだ付け温度がSn-Pb共晶はんだに比べて高いことも,浸食を加速する原因となっている.
[写真6] はんだ槽浸食(エロージョン)の発生と進行
はんだ槽のステンレス鋼と表面皮膜(不働態皮膜)には,一定の確率で欠陥が存在する.その欠陥にはんだが浸入し,浸食が拡大していくと現在は説明されている.
対策は,はんだ槽浸食の発生時点を遅らせる手法と,浸食の進行をゆっくりにする手法に分かれる(写真7).例えば表面皮膜を改善すれば,浸食が発生するタイミングを延ばせる.はんだ槽の材質を変更すれば,浸食の進行速度を下げられる(写真8).ただし,いずれも改善効果があったりなかったりする.根本的な対策は今のところ見つかっていない.
このため今回の報告会では,浸食の発生をすばやく発見すること,浸食の進行を把握すること,浸食が発生した部品を交換するための予算措置をあらかじめ取っておくことなどの対策が提言された.はんだ槽そのもの以外の部分(ヒータやエンペラなど)は,消耗品と認識すべきだという.
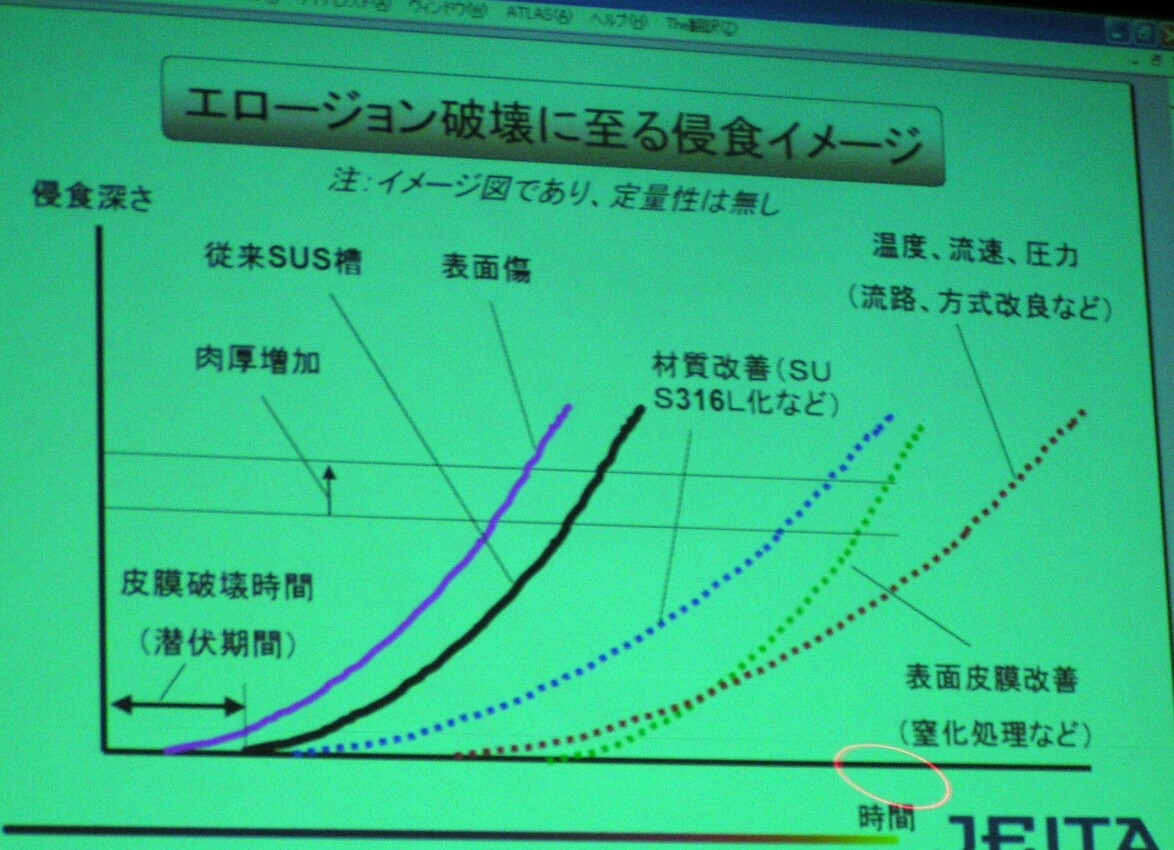
[写真7] 浸食(エロージョン)の対策
はんだ槽浸食の発生時点を遅らせる手法と浸食の進行をゆっくりにする手法に分かれる.
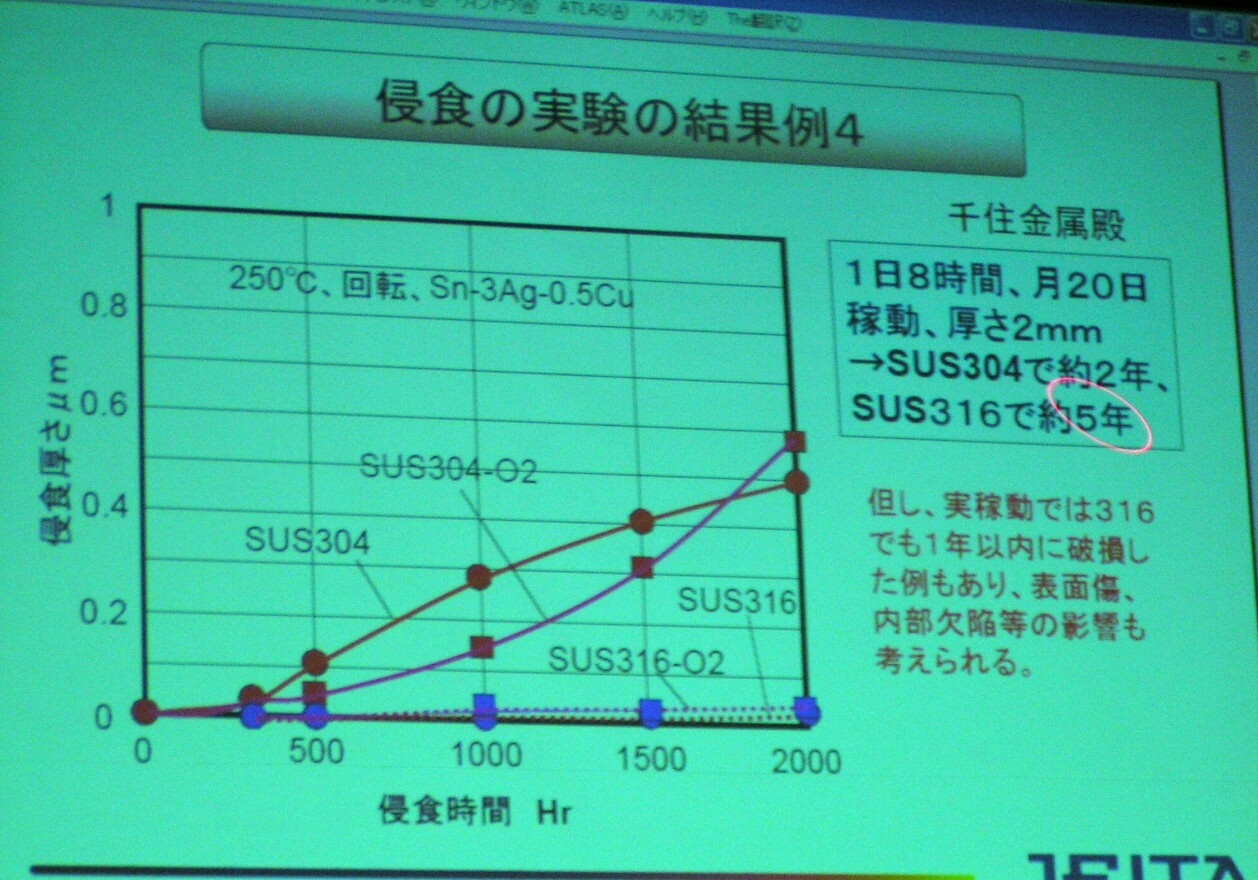
[写真8] ステンレスの材質を変えて浸食の進行を遅くする
はんだ槽のステンレスを従来のSUS304からSUS316に変えた実験例.
2)の「ウィスカ」は,Sn系鉛フリーめっきを施した部品でウィスカ(針状結晶)が発生するという現象である.フレキシブル・フラット・ケーブル(FFC)あるいはフレキシブル・プリント基板(FPC)とコネクタの間でウィスカが成長する.部品単体ではなく,部品がコネクタと接続した状態で,圧接部にウィスカが発生していた.
ウィスカが発生する原因はまだ明確になっていない.圧入部や接触部などではさまざまな応力が発生する.この応力が原因だとされている.ただし,コネクタをリフロはんだ付けすると,応力は減るにもかかわらずウィスカが増大する,といった逆の結果が出たりしているので,一概には決めつけられない.
今回の報告会では,めっき条件を変えたFFCとFPC,コネクタについて単体と接続時のウィスカ発生状況を検討した結果を示した.Snめっきの厚さとウィスカの長さには相関がある.FFCで調べたところ,Sn層が薄くなるとウィスカは短くなってくる(写真9).純Sn層のめっき厚は1μm以下が良いという.
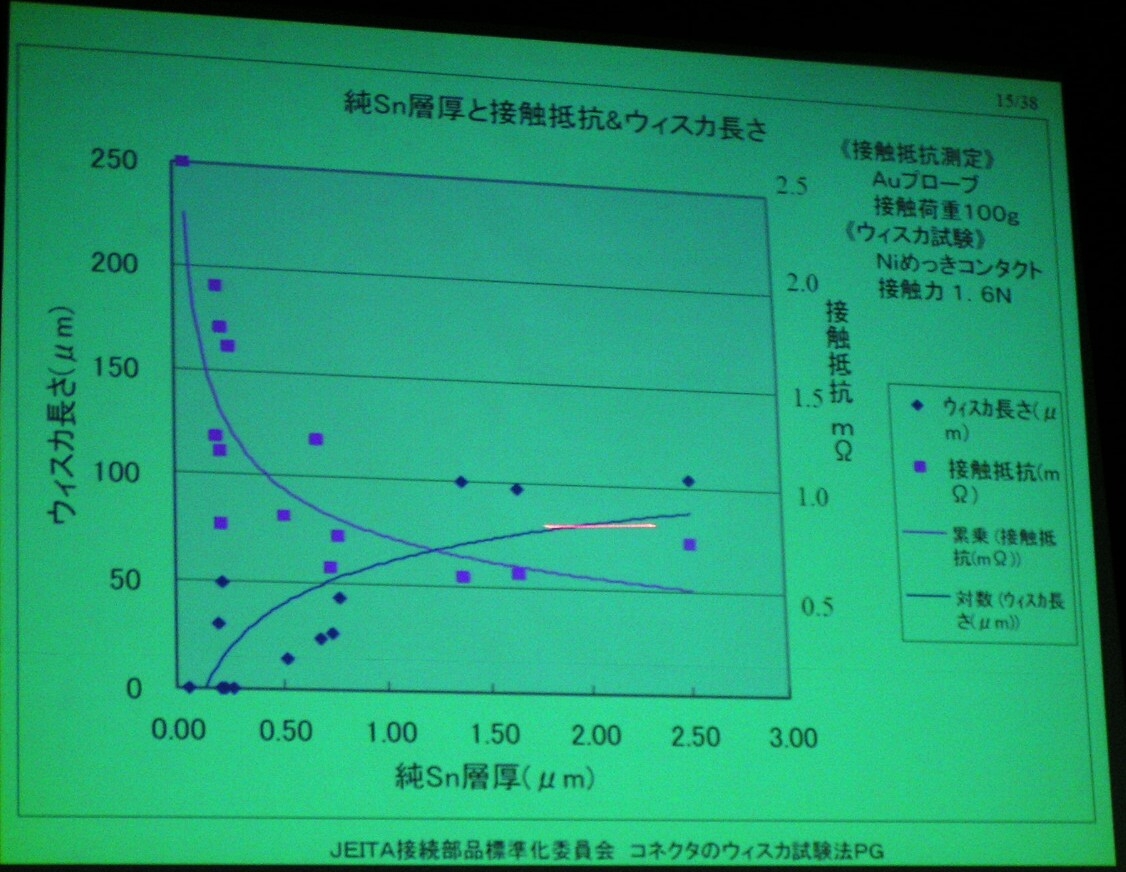
[写真9] ウィスカの長さとSn層厚の関係
Sn層が薄くなるとウィスカは短くなってくる.ただし,接触抵抗が上がる.
Sn系めっきの場合,ウィスカの発生はゼロにできない.JEITAは,電子機器メーカが個別に規格を設定する必要があるとする.ウィスカがある程度成長したとしても,短絡不良が発生しないような仕様とする.例えば0.5mmピッチのコネクタだと,ギャップは200μmある.ウィスカの長さが100μm未満であれば短絡不良は発生しない.こういった管理が不可欠だという(写真10).
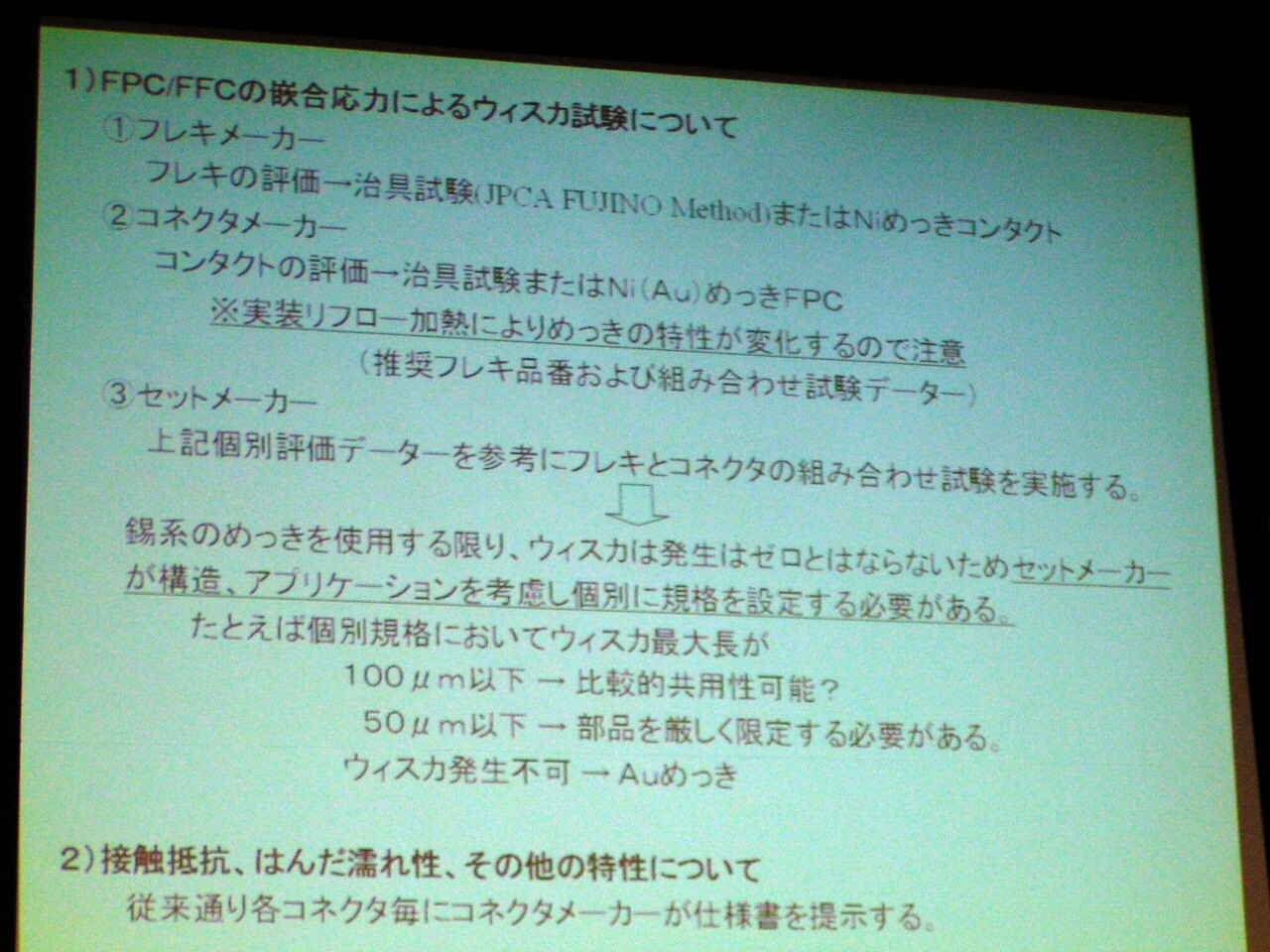
[写真10] 電子機器メーカがウィスカを管理
例えば0.5mmピッチのコネクタだと,ギャップは200μmある.ウィスカの長さが100μm未満であれば短絡不良は発生しない.なお,鉛フリーのFFCあるいはFPCとコネクタを組み合わせる場合,ウィスカをまったく発生させずに済む方法は,現在のところ,Auめっきだけである.
●低温はんだの現状をまとめる
現在普及している鉛フリーはんだ合金は,すず銀銅(Sn-Ag-Cu)系はんだである.この合金は,Sn-Pb共晶はんだに比べてはんだ付け温度が上がってしまうという弱点を抱えている.このため,Sn-Ag-Cu系よりも,はんだ付け温度が低い鉛フリーはんだ合金を選ばなければならない場合がある.3)の「低温はんだ」は,この課題に対応したプロジェクトである.
一部で実用化されているすず亜鉛(Sn-Zn)系はんだ合金と,すず銀インジウム・ビスマス(Sn-Ag-In-Bi)系合金,すずビスマス(Sn-Bi)系合金について,現在入手できるデータをまとめ,整理してみせた.現状ではSn-Ag-In-Bi系合金の実績がもっとも豊富であり,容易にはんだを鉛フリー化できるとしている.
●接合部の鉛含有量を測りたい
RoHS規制では,はんだ接合部のPb含有量を0.1重量%以下に抑える必要がある.フローはんだ付けの場合,部品電極めっきのPbがはんだ槽に溶け込む.はんだ付けを繰り返すと,はんだ槽中のPb濃度が上昇する.これでは,はんだ接合部のPb含有量が増えてしまう.0.1重量%を超える恐れがある.
そこでプロジェクトの4)「接合部の鉛組成0.1%」では,鉛含有量の測定方法を調査した.高周波誘導結合プラズマ(ICP)発光分析,原子吸光分析,蛍光X線分析,発光分光分析,それから簡易測定法として「はんだ不純物チェッカ」(マルコム製)について調べている.その結果,はんだ不純物チェッカまたは蛍光X線分析で1~2週間に1回,はんだ槽内の鉛含有量を測定し,さらにICP発光分析または原子吸光分析,発光分光分析による精密測定を鉛を含めたさまざまな不純物に対して半年に1回は実施する必要がある,との提言をまとめた.
これらの測定は,いずれもはんだ槽から抜き出したはんだをトレイで自然冷却して試料とした.
●鉛フリー化の状態を段階別に表示
このほか,鉛フリー化に関し,表示方法のガイダンスが示された.
JEITAでは,鉛フリー化の段階を四つに区分している(写真11).Phase 1は部品と基板を接合するはんだを鉛フリー化した段階である.受動部品や半導体などの搭載部品は鉛を含んでいる.鉛フリー化に伴うはんだ付け温度の上昇に部品が耐えられればよい.Phase 2は,Phase 1に加えて電子部品や半導体などの端子が鉛フリー化された段階を指す.いわゆる鉛フリーめっき部品を全面的に採用した状態である.
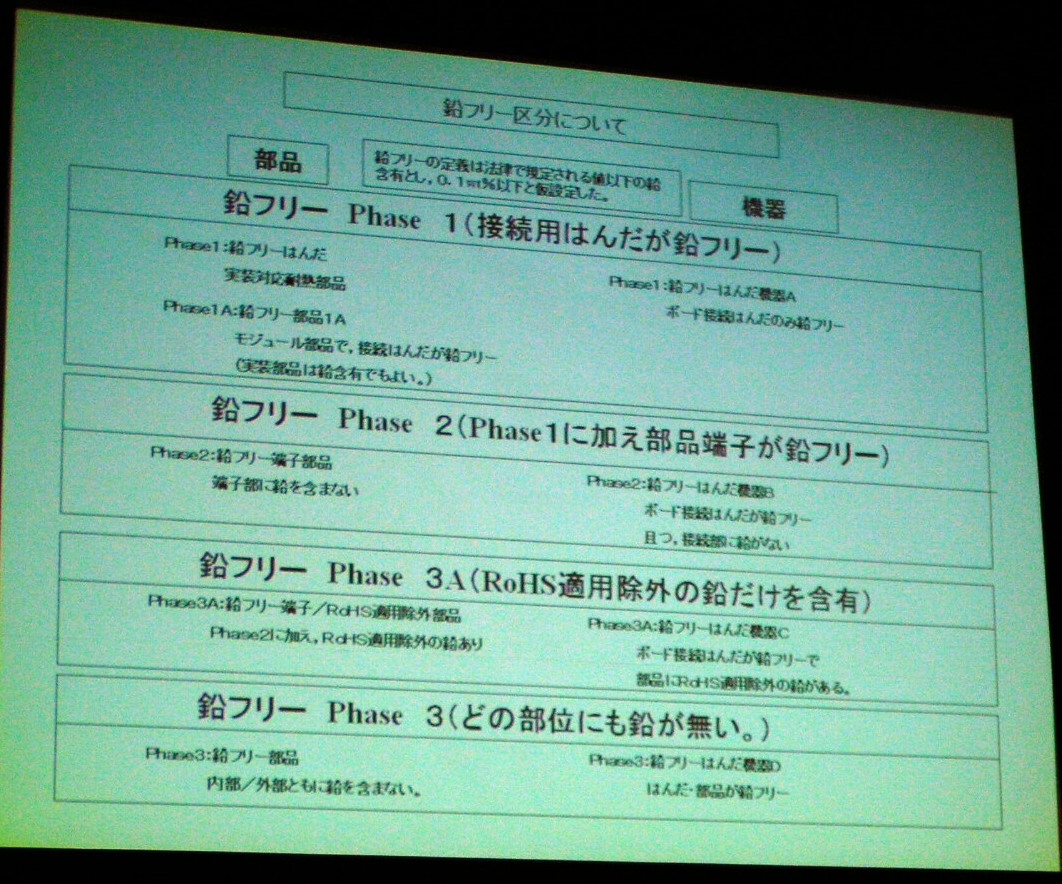
[写真11] 鉛フリー化の段階を四つに区分
Phase 3AあるいはPhase 3を達成しないとRHoS規制を満足できない,というのがJEITAの見解である.
重要なのは,このPhase 2でもEUの有害物質規制には対応していないことだ.次の段階であるPhase 3AからWEEE/RoHS規制に対応したことになる.
Phase 3Aは,RoHS規制の適用除外対象である鉛だけを含むボードである.そしてPhase 3は,ボードのどこにも鉛がない状態を指す.はんだはもちろんのこと,電子部品や半導体などの内部にも鉛がまったくない.
こうした段階を区別しながら,はんだと部品,ボードに鉛フリー化を表示することをガイドラインでは示した.例えば,はんだは「表示記号」または「組成記号」で表示する.表示記号の場合は元素記号で示し,組成記号の場合は重量%を小数点以下1けたまで示す.電子部品は,前述のPhase 1~Phase 3の段階ごとに独自の記号で表示する.部品本体には表示しない.リールやバルク・ケース,袋などの最小包装単位で表示ラベルの空き領域を利用する.
ボードでは,はんだ材料の組成比を表示するほか,鉛フリー化の段階(Phase1~Phase 3)を必要に応じてロゴ・マークとして示す.表示箇所はメイン・ボードである.サブボードは,メイン・ボードとはんだ付けしている場合には表示しなくてよい.コネクタ接続の場合は,サブボードにも鉛フリー表示を行う必要がある(写真12).
なお,鉛フリー化完遂緊急プロジェクトの報告書『JEITA鉛フリー化完遂緊急提言報告書』はJEITAのオンライン購入サイトから入手できる.
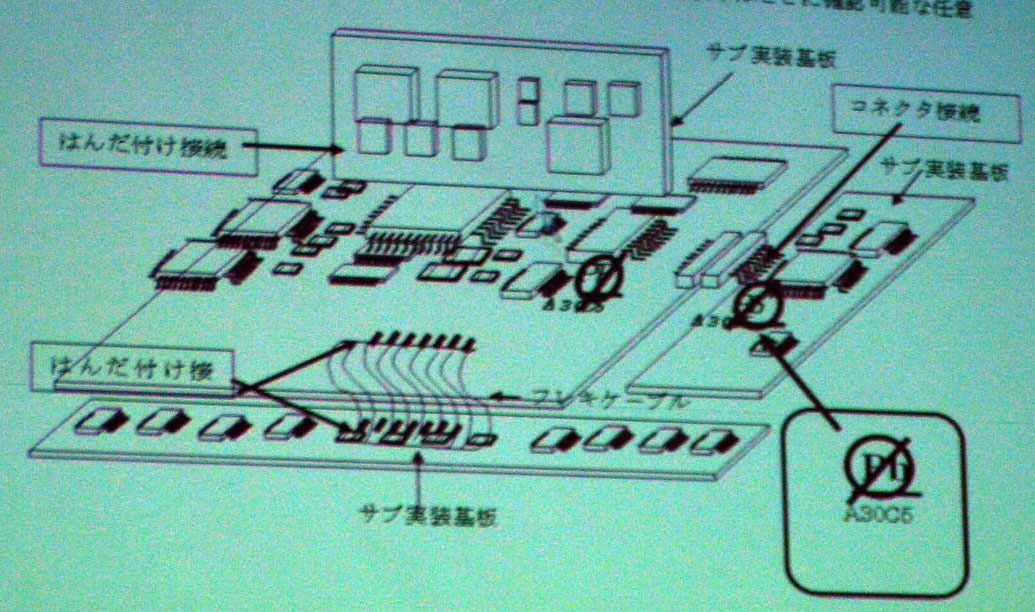
[写真12] 鉛フリー化したボードの表示
ボードでは,はんだ材料の組成比を表示するほか,鉛フリー化の段階(Phase1~Phase 3)を必要に応じてロゴ・マークとして示す.表示箇所はメイン・ボードである.サブボードは,メイン・ボードとはんだ付けしている場合には表示しなくてよい.コネクタ接続の場合は,サブボードにも鉛フリーであることを表示する必要がある.
ふくだ・あきら
テクニカルライター/アナリスト
http://d.hatena.ne.jp/affiliate_with/